Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Линия Б6-ЛКС
|
|
В поточную линию для короткорезанных изделий (рис.10) входит шнековый пресс 1, снабженный двумя прессовыми головками и матрицами, которые рассчитаны на выпрессовывание тестовых лент шириной 600 мм. Ленты поступают на две штамповочные машины, оборудованные специальными формами, для изготовления различных фигурных изделий.
Штампованные изделия направляются в виброподсушиватель 2 для интенсивной обдувки. При прессовании короткорезанных изделий они также поступают в виброподсушиватель, а в дальнейшем производственный поток различий не имеет. С подсушивателя изделия наклонным элеватором подаются в камеру предварительной сушки 3, где они равномерно распределяются на нейлоновую сетчатую ленту. В камере расположены одна над другой девять таких лент.
После предварительной подсушки изделия с нижней ленты другим наклонным элеватором направляются на верхний ярус камеры окончательной сушки 4. В этой камере расположено 11 нейлоновых лент. Высушенные изделия из сушилки при помощи третьего наклонного элеватора и передвижного транспортера подаются поочередно в накопитель-стабилизатор 5. Он состоит из восьми бункеров емкостью по 4 м3, каркаса, площадки для обслуживания, загрузочного передвижного транспортера (вверху) и двух разгрузочных транспортеров.
Бункера выполнены в форме параллелепипеда в верхней части и усеченной пирамиды - в нижней. В линии смонтированы две упаковочные установки, каждая из которых имеет четыре фасовочных автомата. Одна из установок упаковывает изделия в коробки, другая - в целлофановые пакеты.
Поточная линия Б6-ЛМГ отличается от линии Б6-ЛМВ производительностью, которая в линии ЛМГ доведена до 24 т/сут в результате применения более мощного пресса.
В линиях Б6-ЛМВ, Б6-ЛКС и Б6-ЛМГ установлены двухшнековые макаронные прессы. В линии ЛКС пресс снабжен круглыми матрицами, а в линиях ЛМВ и ЛМГ - прямоугольными (тубусными).
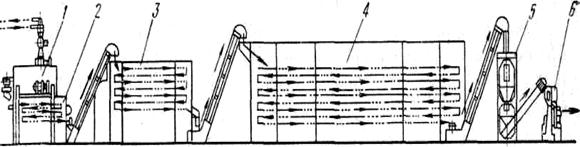
Рис.10 Схема автоматической линии Б6-ЛКС для производства коротких изделий
1 - шнековый пресс, 2 - виброподсушиватель, 3 - камера предварительной сушки, 4 - камера окончательной сушки; 5 - накопитель-стабилизатор, 6 - упаковочный автомат
Date: 2015-05-09; view: 2836; Нарушение авторских прав