Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
РАБОТА №6 РАСЧЕТИИЗМЕРЕНИЕГЛАДКОГОПРЕДЕЛЬНОГОКАЛИБРА-ПРОБКИ
|
|
Калибры – это бесшкальные измерительные приборы, предназначенные для проверки годности изделия без определения его действительного размера. Размер и отклонение детали, для проверки которой предназначен калибр, маркируют на торце калибра. За номинальный размер рабочего проходного калибра-пробки принимают наименьший предельный размер отверстия Dmin, рабочего непроходного калибра-пробки – наибольший предельный размер отверстия Dmax (рис.20).
Чтобы иметь возможность изготовить калибры и обеспечить их долговечность, в ГОСТ 24853-81 (приложение 4) задают:
Z – отклонение середины поля допуска на изготовление для проходного калибра относительно наименьшего предельного размера отверстия;
H — допуск на изготовление калибров;
Y – допустимый выход размера изношенного проходного калибра за границу поля допуска отверстия.

Рисунок 20. Схема проверки годности отверстия калибром-пробкой
Для подсчета исполнительного размера калибра-пробки, проставляемого на чертеже, необходимо определить его наибольший предельный размер. Отклонение от него будет направлено в тело калибра-пробки (в минус) и равно допуску на изготовление калибра.
Такая простановка размера указывает на предпочтительность получения наибольшего предельного размера калибра при его обработке. Это обеспечивает наибольший запас на износ калибра, то есть повышает срок его службы.
Пример расчета калибров для отверстия 90 Н7
Строим схему расположения полей допусков (рис.21).
Рассчитываем исполнительные размеры калибров-пробок:

Рисунок 21. Схема расположения полей допусков отверстия 90 H7и его рабочих калибров
Порядок выполнения работы
1. Рассчитать исполнительные размеры калибра.
2. Измерения калибра производить с помощью рычажной скобы.
Рычажная скоба (рис. 22) предназначена для измерения и контроля наружных размеров изделия. Скобка представляет собой прибор с подпружиненной пяткой 3 и передвижной пяткой 4. Перемещение подпружиненной пятки передается на стрелку 8 рычажно-зубчатого механизма, находящегося в корпусе 1. Величину перемещения подпружиненной пятки определяют по шкале. Скобка имеет арретир 7, отводящий подпружиненную пятку при установке между пятками измеряемого изделия или блока концевых мер длины.
Технические характеристики рычажной скобки
Пределы измерения (в целом), мм ……………..0…25; 25…50; 50…75; 75…10;100…125;125…150
Пределы показаний по шкале, мм …………………………………………………...….…±0,08; ±0,15
Цена деления шкалы, мм ……………………………………………………………………0,002;0,005
Допустимая погрешность показаний ………………………………...…………………±0,005; ±0,005

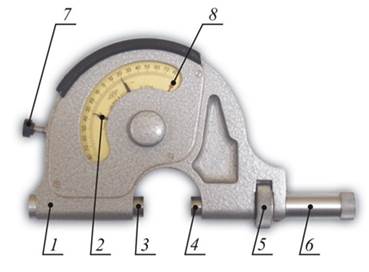
Рисунок 22. Рычажная скоба
Концевые меры длины являются особо точным измерительным инструментом, применяемым в промышленности для контроля размеров, для проверки и градуировки мер, измерительных приборов и инструментов, для проверки калибров, для установления правильных размеров при изготовлении инструментов, приспособлений и штампов, а также для особо точных разметочных работ и наладки станков.
Концевые плоскопараллельные меры длины представляют собой прямоугольные стальные (или твердосплавные) плитки, размеры которых определяются расстоянием между двумя рабочими плоскостями при температуре 20°С. Рабочие плоскости плитки - самые чистые. Характерной особенностью концевых мер длины является их притираемость друг к другу измерительными поверхностями. Притираемость дает возможность из одного набора мер составлять комбинации размеров.
Приступая к работе, следует предварительно рассчитать, какие меры надо взять для данного блока. Количество концевых мер длины в блоке должно быть минимальным, так как погрешность блока складывается из погрешностей отдельных мер. Притирку мер в блок надо проводить в определенной последовательности: к мерам больших размеров последовательно притирают меры меньших размеров, причем меньшую меру накладывают на край большей. Затем зигзагообразными движениями верхнюю меру двигают вдоль длинного ребра нижней меры до совпадения плоскостей обеих мер. Размер блока определяется как сумма размеров составляющих его концевых мер.
Установить рычажную скобу на нуль. Установку выполнять по блоку концевых мер длины (плиток). Размер блока подобрать так, чтобы были выдержаны следующие условия:
- количество плиток должно быть минимальным (не более трех);
- разность размеров блока и проверяемого калибра не должна превышать пределов показаний по шкале рычажной скобы.
Отвернуть колпачок 6 (см. рис. 22) скобы. Ввести между измерительными поверхностями 3 и 4 скобы блок концевых мер. Вращением микровинта 5 установить стрелку прибора на нуль и завернуть колпачок 6. Черные стрелки 2 – это указатели границ поля допуска при контроле партии деталей.
3. Нажатием на кнопку арретира 7 (см. рис. 22) отвести подпружиненную пятку 3 и вынуть блок концевых мер длины. Также, нажимая на кнопку 7, ввести вместо блока концевых мер поверхность калибра. Измерить пробки проходную и непроходную согласно схеме (рис. 23).
4. Подсчитать действительные размеры калибров (действительный размер равен размеру блока концевых мер плюс показания шкалы рычажной скобы). Сравнить действительные размеры с исполнительными, дать заключение о годности (действительные размеры должны находится в пределах, заданных ГОСТ 24853-81). Отклонения от правильной геометрической формы не должны превышать половины допуска на изготовление.
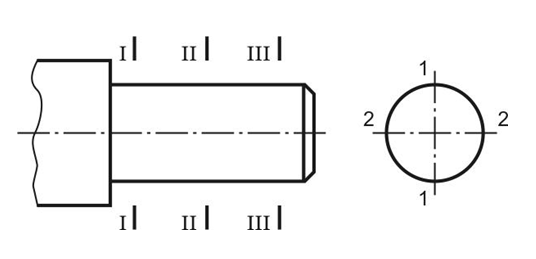
Рисунок 23. Схема измерения
Date: 2015-09-24; view: 1823; Нарушение авторских прав