Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Работа №9 измерение длины общей нормали зубчатого колеса нормалемером
|
|
Точность зубчатых колес (ГОСТ 1643-81) задается степенями точности по нормам кинематической точности, плавности работ и контракта зубьев, а требования к боковому зазору - видом сопряжения и видом допуска на боковой зазор. В чертежах зубчатых колес их точность может быть обозначена, например, 8-В (ГОСТ 1643-81) или при комбинировании разных степеней точности – 8-7-7-Ва.
Для зубчатых колес автомобильного и тракторного машиностроения обычно устанавливаются следующие параметры контроля:
по нормам кинематической точности (комплекс параметров)
 – колебание измерительного межосевого расстояния за оборот колеса;
– колебание измерительного межосевого расстояния за оборот колеса;
 – колебание длины общей нормали на одном зубчатом колесе;
– колебание длины общей нормали на одном зубчатом колесе;
по плавности работы  - межосевого расстояния за оборот колеса;
- межосевого расстояния за оборот колеса;
по контакту зубьев – пятно контакта (%)
по боковому зазору и его допуск  - отклонение средней длины общей нормали от номинального значения.
- отклонение средней длины общей нормали от номинального значения.
Параметры  и пятно контакта для зубчатых колес 7 степени точности и грубее могут быть измерены на межцентромере (КПД-300, КПД-400, МЦ-400, МЦ-400Э, МЦ-160М, МЦ-50, БВ-5077), а
и пятно контакта для зубчатых колес 7 степени точности и грубее могут быть измерены на межцентромере (КПД-300, КПД-400, МЦ-400, МЦ-400Э, МЦ-160М, МЦ-50, БВ-5077), а  - нормалемером.
- нормалемером.
Нормалемер (рис. 29)представляет собой трубку 7, на которой установлена разрезная втулка 6 с неподвижной измерительной губкой 4 и корпусом 1 с подвиж-ной измерительной губкой 3. Перемещение губки 3 передаются на индикатор через рычаг с i = 2:1, что обеспечивает цену деления прибора 0,005 мм.
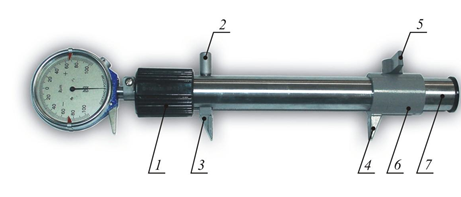
Рисунок 29. Нормалемер
Нажатие на арретир 2 позволяет отводить измерительную губку 3 на 1-2 мм. Разрезанную втулку 6 можно переместить по штанге при помощи флажка 5, поворачивая его в сторону перемещения. Нормалемер настраивают по концевым мерам длины.
Концевые меры длины являются особо точным измерительным инструментом, применяемым в промышленности для контроля размеров, для проверки и градуировки мер, измерительных приборов и инструментов, для проверки калибровки, для установления правильных размеров при изготовлении инструментов, приспособлений и штампов, а также для особо точных разметочных работ и наладки станков.
Концевые плоскопараллельные меры длины представляют собой прямоугольные стальные (или твердосплавные) плитки, размеры которых определяются расстоянием между двумя рабочими плоскостями при температуре 20ºС. Рабочие плоскости плитки - самые чистые. Характерной особенностью концевых мер длины является их притираемость друг к другу измерительными поверхностями. Притираемость дает возможность из одного набора мер составлять комбинации размеров.
Приступая к работе, следует предварительно рассчитать, какие меры надо взять для данного блока. Количество концевых мер длины в блоке должно быть минимальным, так как погрешность блока складывается из погрешностей отдельных мер. Притирку мер в блок надо проводить в определенной последовательности: к мерам больших размеров последовательно притирают меры меньших размеров, причем меньшую меру двигают вдоль длинного ребра нижней меры до совпадения плоскостей обеих мер. Размер блока определяется как сумма размеров составляющих его концевых мер.
Порядок выполнения работы
1. Поставить размеры на эскизе зубчатого колеса и определить его данные.
а) Измерить штангенциркулем наружный диаметр колеса  и ширину венца.
и ширину венца.
б) Подсчитать число зубьев z.
в) Подсчитать модуль m=  и округлить до ближайшего стандартного (приложение 7).
и округлить до ближайшего стандартного (приложение 7).
г) Подсчитать диаметр длительной окружности  .
.
д) По заданной точности, модулю и диаметру определить по таблицам ГОСТ 1643 – 81 (приложение 8, табл. 8.1, 8.2, 8.3)  ,
,  ,
,  , пятно контакта в %.
, пятно контакта в %.
е) Подсчитать число зубьев, охватываемых губками нормалемера при измерении длины общей нормали, округлив его до ближайшего целого:

ж) Подсчитать длину общей нормали:

з) Определить допустимые отклонения длины общей нормали по таблицам ГОСТ 1643-81:
 – слагаемое I (приложение 8, табл. 8.4);
– слагаемое I (приложение 8, табл. 8.4);  – cслагаемое II (приложение 8, табл. 8.1). Наименьшее отклонение средней длины общей нормали:
– cслагаемое II (приложение 8, табл. 8.1). Наименьшее отклонение средней длины общей нормали:
 + .
+ .
Наибольшее отклонение средней длины общей нормали:
(
Все полученные из таблиц и расчетов данные записать в соответствующие графы журнала лабораторных работ.
2. Измерить колебания длины общей нормали и отклонения длины общей нормали от номинального ее значения. Вставить индикатор в гнездо корпуса 1 так, чтобы малая стрелка стала на цифре 1. Закрепить винтом. Собрать блок концевых мер, равный номинальному значению длины общей нормали W, подсчитанному ранее. Поместить его между губками 3 и 4 нормалемера, для чего переместить разрезную втулку 6 по трубке с помощью флажка 5. Создать натяг в два-три оборота (малая стрелка должна быть около цифр 3-4), установить стрелку индикатора на 0.
Заметить при этом положение малой черной стрелки индикатора. Записать в
журнал отклонения стрелки при последовательном измерении длины общей нормали на всех зубьях проверяемого колеса. Направление и знак отклонений определить по смещению (к большим или меньшим значениям) малой стрелки относительно её положения при настройке. Колебание длины общей нормали  определить как разность между наибольшим и наименьшим отклонениями прибора. Действительная средняя длина общей нормали
определить как разность между наибольшим и наименьшим отклонениями прибора. Действительная средняя длина общей нормали  определиться как сумма размера блока плиток и среднего отклонения. Сравнить его с предельными размерами
определиться как сумма размера блока плиток и среднего отклонения. Сравнить его с предельными размерами  и
и  длины общей нормали и дать заключение о годности. Дать заключение о годности зубчатого колеса в целом и заполнить все графы выводов.
длины общей нормали и дать заключение о годности. Дать заключение о годности зубчатого колеса в целом и заполнить все графы выводов.
Date: 2015-09-24; view: 4137; Нарушение авторских прав