Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Работа №2 измерение наружных поверхностей относительным методом
|
|
Относительным методом измерения называют метод, основанный на сравнении измеряемой величины с заранее известным значением меры. Примерами относительного метода измерения являются измерения при помощи рычажных скоб, индикаторов, оптиметров, миниметров.
Рычажная скоба (рис.7) предназначена для измерения и контроля наружных размеров изделия. Скоба представляет собой прибор с подпружиненной пяткой 3 и передвижной пяткой 4. Перемещение подпружиненной пятки передается на стрелку 8 рычажно-зубчатого механизма, находящегося в корпусе 1. Величину перемещения подпружиненной пятки определяют по шкале. Скоба имеет арретир 7, отводящий подпружиненную пятку при установке между пятками измеряемого изделия или блока концевых мер длины.
Технические характеристики рычажной скобы
Пределы измерения (в целом), мм: 0…25; 25…50; 50..75;75…100;100…125; 125…150
Пределы показаний по шкале, мм….……………………………………………….±0,08; ±0,15
Цена деления шкалы, мм ……………………………………………………………0,002; 0,005
Допустимая погрешность показаний ……………………………………………±0,002; ±0,005
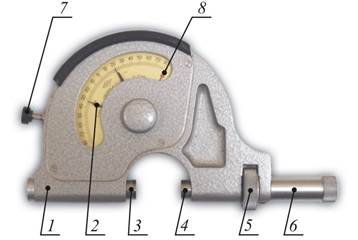
Рисунок 7. Рычажная скоба
Концевые меры длины являются особо точным измерительным инструментом, применяемым в промышленности для контроля размеров, для проверки и градуировки мер, измерительных приборов и инструментов, для проверки калибров, для установления правильных размеров при изготовлении инструментов, приспособлений и штампов, а также для особо точных разметочных работ и наладки станков.
Концевые плоскопараллельные меры длины представляют собой прямоугольные стальные (или твердосплавные) плитки, размеры которых определяются расстоянием между рабочими плоскостями при температуре 20ºС. Рабочие плоскости плитки – самые чистые. Характерной особенностью концевых мер длины являются их притираемость друг к другу измерительными поверхностями. Притираемость дает возможность из одного набора мер составлять комбинации размеров.
Приступая к работе, следует предварительно рассчитать, какие меры надо взять из данного блока. Количество концевых мер в блоке должно быть минимальным, так как погрешность блока складывается из погрешностей отдельных мер. Притирку мер в блок надо проводить в определённой последовательности: к мерам больших размеров последовательно притирают меры меньших размеров, причем меньшую накладывают на край большей. Затем зигзагообразными движениями верхнюю меру двигают вдоль длинного ребра нижней меры до совпадения плоскостей обеих мер. Размер блока определяется как сумма размеров составляющих его концевых мер.
Порядок выполнения работы
1.Выполнить в журнале эскиз заданной детали.
2.В соответствующую графу журнала внести чертёжные размеры. По ГОСТ 25346 – 89 (приложение 1,2) определить предельные отклонения, проставить их на эскизе рядом с обозначением поля допуска, подсчитать предельные размеры и занести их в таблицу.
3.Ознакомиться с имеющимся инструментом и занести в журнал его технические характеристики.
4.Установить рычажную скобу на ноль. Установку выполнять по блоку концевых мер длины (плиток). Размер блока подобрать так, чтобы были выдержаны следующие условия:
- количество плиток должно быть минимальным (не более трех);
- отклонения стрелки 8 (см. рис.7) измерениях детали должно укладываться в пределы показаний шкалы скобы, т.е. разность размеров блока и проверяемой поверхности не должна превышать пределов измерения по шкале прибора.
В данной работе размер блока концевых мер может равняться номинальному размеру проверяемой поверхности.
Отвернуть колпачок 6 (см. рис.7) скобы. Ввести между измерительными поверхностями 3 и 4 скобы блок концевых мер. Вращением микровинта 5 установить стрелку прибора на нуль и завернуть колпачок 6. Черные стрелки 2 – это указатели границ поля допуска при контроле партии деталей.
5.Нажатием на кнопку арретира 7 (см. рис.7) отвести подпружиненную пятку 3 и вынуть блок концевых мер длины. Также, нажимая на кнопку 7, ввести вместо блока концевых мер поверхность детали. Измерить поверхность детали в трех сечениях в двух взаимно-перпендикулярных направлениях согласно схеме на рисунке 8.Отсчеты по шкале прибора с соответствующим знаком записать в журнал.
6.Определить действительные размеры и наибольшие отклонения геометрической формы измеренных поверхностей. Действительный размер при относительном методе измерения равен размеру блока плиток плюс показания по шкале рычажной скобы. Сравнить действительные размеры с предельными, найденными по ГОСТу. Дать заключение о годности по каждой измеряемой поверхности.

Рисунок 8. Схема измерения
Date: 2015-09-24; view: 4296; Нарушение авторских прав