Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Урок № 2. Обработка фасонных поверхностей комбинированием двух подач и по копиру
|
|
Цель урока
Научиться:
=> обрабатывать выпуклые, вогнутые и сложные фасонные поверхности комбинированной подачей (одновременной подачей резца в продольном и поперечном на
правлении двумя руками);
=> обрабатывать фасонные поверхности с применением копиров - двухстороннего, одностороннего.
Оснащение рабочего места
=> Станок модели 1К62 или 16К20, комплекты принадлежностей и приспособлений к
нему;
=> заготовки;
=> штангенциркуль с ценой деления по нониусу 0,1... 0,05 мм;
=> резцы (стержневые, обычный прорезной, фасонный стержневой);
=> шаблоны для проверки шаровой и фасонной поверхности ручки;
=> чертеж детали;
=> инструкционные карты;
=> крючок для отвода и удаления стружки;
=> защитные очки.
ОБТАЧИВАНИЕ ВЫПУКЛОЙ ФАСОННОЙ ПОВЕРХНОСТИ КОМБИНИРОВАНИЕМ ДВУХ
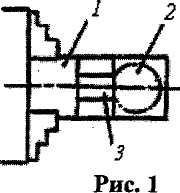
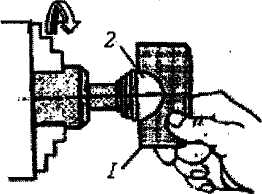
1. Установите заготовку 1 (рис. 1).
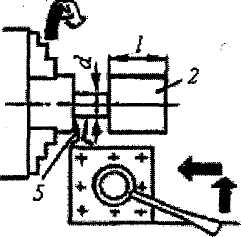
2. Установите и закрепите резцы в резцедержателе. Проходной отогнутый резец 4 (рис. 2) применяется для предварительной проточки заготовки, прорезной резец 5 - для выточки канавки 3 (см. рис. 1) и предварительной обточки шаровой поверхности 2, проходной прямой резец 6 - для чистовой обточки фасонной поверхности.
Рис.2

|
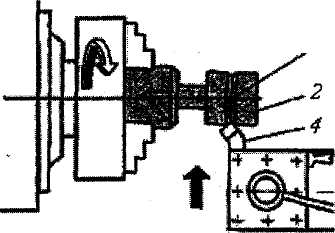
3. Обточите заготовку 1 предварительно (рис. 3). Обточите заготовку резцом 4 с припуском D+2 на чистовую обработку шаровой поверхности и по длине на отрезание.
Рис.3
|
|
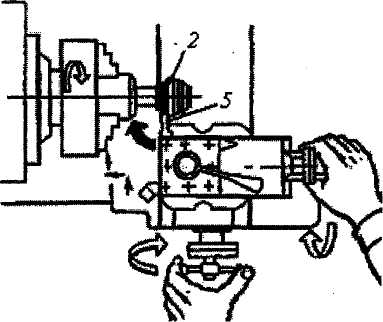
4. Выточите канавку предварительно. Для этого прорезной резец 5 (рис. 4) переместите от торца головки 2 будущей детали на длину L = D+2 мм. Оставьте припуск 2 мм для чистового обтачивания. Канавку выполните диаметром d +1 мм и длиной до проточенной части заготовки.
5. Проточите канавку или наметьте мелом риску. Проходным резцом 4 (рис. 5) проточите посередине части 2 неглубокую канавку а (или наметьте мелом риску а).
| Рис. 5 |
Рис. 4

|
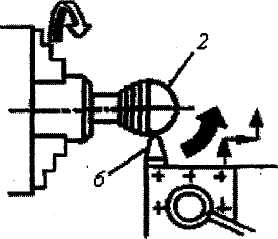
| Рис. 6 |
6. Прорезной резец 5 (рис. 6) подведите вплотную к поверхности 2 и поставьте против риски а. Комбинированной подачей левой рукой вращайте по часовой стрелке рукоятку винта нижних поперечных салазок, а правой - против часовой стрелки рукоятку верхних салазок. Обточите правую часть поверхности шара. Проверьте обработанную поверхность соответствующим шаблоном.
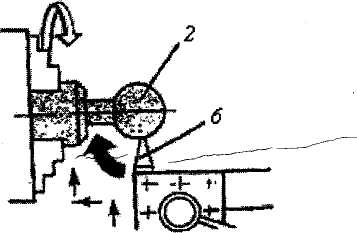
 7. Обточите предварительно левую часть поверхности шара резцом 5 (рис. 7) от риски комбинированной подачей (левой рукой вращайте рукоятку винта нижних поперечных салазок, а правой - рукоятку винта верхних салазок по часовой стрелке). Проверьте полученный диаметр штангенциркулем, а шаровую поверхность - соответствующим шаблоном.
7. Обточите предварительно левую часть поверхности шара резцом 5 (рис. 7) от риски комбинированной подачей (левой рукой вращайте рукоятку винта нижних поперечных салазок, а правой - рукоятку винта верхних салазок по часовой стрелке). Проверьте полученный диаметр штангенциркулем, а шаровую поверхность - соответствующим шаблоном.
| Рис. 7 |
8. Обточите окончательно правую часть поверхности шара. Проходной прямой, чистовой резец 6 (рис. 8) подведите к поверхности заготовки против риски и коснитесь ее. Подайте резец на врезание по лимбу на требуемую глубину резания комбинированной подачей вправо, обточите поверхность окончательно по стрелке, проверьте обработанную поверхность соответствующим шаблоном и возвратите резец в исходное рабочее положение.
| Рис. 8 |
 9. Проверьте обточенную поверхность шаблоном. Сферическая поверхность шаблона (рис. 9) должна плотно прилегать к обточенной поверхности 2.
9. Проверьте обточенную поверхность шаблоном. Сферическая поверхность шаблона (рис. 9) должна плотно прилегать к обточенной поверхности 2.
| Рис. 9 |
10. Обточите начисто левую часть поверхности шара. Резец б (рис. 10) подайте от середины поверхности влево по стрелкам комбинированной подачей так же, как и при предварительном обтачивании, проверяя обработанную фасонную поверхность по соответствующему шаблону.
| Рис. 10 |
 11. Проверьте всю обточенную поверхность шара. Рабочая поверхность шаблона II (рис. 11) должна плотно прилегать к обточенной поверхности заготовки 3. Полученный диаметр проверьте штангенциркулем.
11. Проверьте всю обточенную поверхность шара. Рабочая поверхность шаблона II (рис. 11) должна плотно прилегать к обточенной поверхности заготовки 3. Полученный диаметр проверьте штангенциркулем.
12. Обточите начисто цилиндрическую часть. Отрежьте изготовленную деталь по размеру отрезным резцом с режущей кромкой, расположенной под углом 80...82° к оси головки резца. Необходимо, чтобы на заготовке оставалась бобышка, а деталь имела гладкую торцевую поверхность.
ОБТАЧИВАНИЕ СОПРЯЖЁННОЙ (ВЫПУКЛОЙ И ВОГНУТОЙ) ФАСОННОЙ
Закрепите заготовку в 3-кулачковом патроне (рис. 1). Обточите фасонную комбинированную поверхность по примеру обтачивания шаровой поверхности одновременно двумя подачами резца, вращая маховичок фартука суппорта и рукоятку винта нижних поперечных салазок. Данный способ распространен при изготовлении деталей с фасонной поверхностью в единичном производстве.
1. Установите и закрепите резцы: проходной черновой, прорезной и проходной чистовой.
2. Подрежьте торец заготовки, обточите предварительно наружную цилиндрическую поверхность. Обточите заготовку до диаметра (D + 1) мм на длину L (рис. 2). Обточите правый конец ручки с применением комбинированной подачи. Проходным резцом на обточенной поверхности нанесите риски а, б и в, расположенные от торца на расстоянии l 1 l2 l3- эти величины определите по чертежу.
Обтачивайте от риски а к осевой линии по направлению стрелки прорезным резцом 5 с закругленной режущей кромкой, проверяя фасонную поверхность соответствующим шаблоном.
3. Проточите проходным 4 (рис. 3) или прорезным резцом 5 между рисок бив канавку 3 до (d1 + 1) мм и шириной l 1.
4. Предварительно обточите левую часть фасонной поверхности ручки (рис. 4) с применением комбинированной подачи резца б по направлению стрелок A и Б. начиная от риски а. Чтобы избежать отталкивания резца, фасонные поверхности рекомендуется обтачивать, перемещая резец от наружной поверхности по направлению к центру.
6. Окончательно обточите буртик ручки (рис. 5) до d3.
7. Окончательно обточите правую часть фасонной поверхности ручки (рис. 6) проходным чистовым резцом так же, как и при предварительном се обтачивании. При контроле поверхности добейтесь плотного прилегания шаблона I к обрабатываемой поверхности.
8. Окончательно обточите левую часть фасонной поверхности ручки так же как и при предварительном ее обтачивании. Добейтесь плотного прилегания шаблона II (рис. 7) к обрабатываемой поверхности.
9. Добейтесь дополнительным обтачиванием обоих участков фасонных поверхностей плотного прилегания шаблона III (рис. 8) к обрабатываемой поверхности и точных размеров согласно чертежу.
10. Выточите канавку (рис. 9) окончательно до d2 с расчетом на отрезание (5 - прорезной резец, б - проходной чистовой). Отрежьте ручку резцом 5, прорежьте торец и обточите фаску на цилиндрической ее части.

|
Date: 2015-09-23; view: 2543; Нарушение авторских прав