Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Г.5 Контроль горизонтальных стыковых сварных соединений стенки резервуара с применением наклонных пьезоэлектрических преобразователей
|
|
Г.5.1 Выбор параметров УЗК горизонтальных стыковых сварных соединений стенки резервуара выполняется в соответствии с таблицами 7.6 и Г.2 настоящей части документа.
Г.5.2 Настройку развертки экрана, глубиномера, положения строб-импульса, чувствительности выполняют аналогично Г.4.2.
Г.5.3 Проведение контроля
Контроль горизонтальных сварных соединений резервуаров следует проводить по схемам, приведеным на рисунке Г.3.

а) схема контроля сварных соединений с равной толщиной стыкуемых листов
б) схема контроля сварных соединений с разной толщиной стыкуемых листов (разность толщин поясов до 4 мм)
в) схема контроля сварных соединений с разной толщиной стыкуемых листов (разность толщин поясов более 4 мм)
Рисунок Г.3 – Схемы прозвучивания горизонтальных стыковых
сварных соединений стенки резервуара
Равномерно нанести слой контактной жидкости на контролируемый участок поверхности околошовной зоны.
Установить ПЭП на контролируемую поверхность и выполнить ее сканирование согласно схемам, приведенным на рисунках Г.4, Г.5. Сканирование производить путем возвратно-поступательного перемещения ПЭП по всей протяженности сварного соединения с обеих сторон шва. В процессе сканирования необходимо обеспечить постоянный акустический контакт ПЭП с контролируемой поверхностью. Скорость перемещения ПЭП не более 50 мм/с, шаг сканирования не должен превышать половины ширины пьезоэлемента.
Протяженность зоны перемещения ПЭП Lmax1, мм, для сварных соединений с одинаковой толщиной стыкуемых листов и сварных соединений с разностью в толщинах стыкуемых листов до 4 мм определяется по формуле
Lmax1 = 2 Sp · tg α + ЗТВ + n1, (Г.3)
где a – угол ввода;
Sр – толщина листа, со стороны которого производят сканирование поверхности, мм;
ЗТВ – зона термического влияния, подвергаемая УЗК, минимальной шириной 0,5· S, но не менее 10 мм с каждой стороны шва, мм;
n1 – длина ПЭП, мм.
Для сварных соединений с разностью в толщинах стыкуемых листов более 4 мм (см. рисунок Г.4) протяженность зоны перемещения ПЭП Lmax2, мм, при контроле со стороны толстого листа (со стороны фаски), определяется по формуле
Lmax 2 = Sp · tg α + Sp1 · tg α (Г.4)
где Sр, Sр1 – толщины стыкуемых листов, мм.
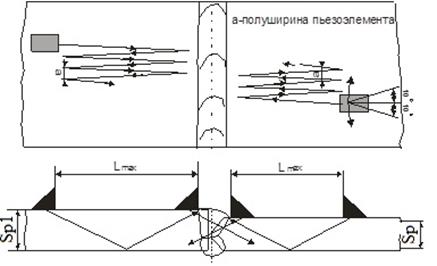
Рисунок Г.4 – Схема сканирования при контроле горизонтальных стыковых сварных соединений стенки резервуара при разности толщин стыкуемых листов менее 4 мм

Рисунок Г.5 – Схема сканирования при контроле горизонтальных стыковых сварных соединений стенки резервуара при разности толщин стыкуемых листов более 4 мм
Г.5.4 При обнаружении дефекта необходимо:
- оценить уровень амплитуды эхо-сигнала по отношению к браковочному уровню;
- измерить условную глубину (значение глубиномера при максимальном значении амплитуды Ymax в сечении шва);
- измерить условную протяженность дефекта L, мм, вдоль шва;
- определить количество дефектов n на оценочном участке.
Условную глубину залегания дефекта Ymax, мм, определяют с помощью глубиномера дефектоскопа в соответствии с инструкцией по его эксплуатации.
Условную протяженность дефекта L, мм, измеряют по длине зоны между крайними положениями ПЭП, перемещаемого вдоль шва, при которых амплитуда эхо-сигнала от дефекта не опускается ниже уровня фиксации.
Количество дефектов n на оценочном участке шва определяется числом дефектов, амплитуда сигналов от которых выше уровня фиксации, но ниже браковочного.
Оценку обнаруженных дефектов выполнить согласно браковочным критериям, приведенным в 7.4 настоящей части документа.
Date: 2016-08-30; view: 778; Нарушение авторских прав