Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Г.4 Контроль вертикальных стыковых сварных соединений стенки резервуара с применением наклонных пьезоэлектрических преобразователей
|
|
Г.4.1 Выбор параметров УЗК вертикальных стыковых сварных соединений стенки резервуара выполняется в соответствии с таблицами 7.6 и Г.2 настоящей части документа.
Г.4.2 Настройка аппаратуры предусматривает:
- выбор рабочей частоты;
- определение/проверку точки выхода ультразвукового луча и стрелы преобразователя, задержки в призме, скорости ультразвука;
- определение/проверку угла ввода ультразвукового луча в металл;
- проверку «мертвой зоны»;
- настройку браковочного уровня чувствительности;
- настройку временной регулировки чувствительности (ВРЧ);
- настройку системы автоматической сигнализации дефектов (АСД);
- установку поискового усиления.
Примечание ‒ Настройку аппаратуры следует проводить при той же температуре окружающего воздуха, при которой будет проводиться контроль.
Настройку дефектоскопа производят на стандартных образцах СО-2, СО-3 по ГОСТ 14782 или V2 по DIN EN ISO 7963 [6]. Чувствительность устанавливают по искусственному отражателю в СОП соответствующих размеров (см. таблицу Г.2 и приложение К настоящей части документа).
Настройку диапазона развертки следует выполнить таким образом, чтобы сигналы от несплошностей, располагающихся на любом участке сварного соединения, находились в пределах экрана дефектоскопа.
Настройка глубиномера (определение точки выхода ультразвукового луча, стрелы ПЭП, задержки в призме, скорости ультразвука) производится на СО-3 (допускается использование СО типа V-2 по DIN EN ISO 7963 [6]) в соответствии с руководством по эксплуатации дефектоскопа.
Определение угла ввода ультразвукового луча в металл, проверка «мертвой зоны» производится на СО-2.
Г.4.3 Проведение контроля
Прозвучивание сварного шва следует выполнять, равномерно сканируя ПЭП по площади поверхности контроля. Сканирование производить путем возвратно-поступательного перемещения ПЭП согласно схеме, показанной на рисунке Г.1. Скорость сканирования должна быть не более 50 мм/с, шаг сканирования не должен превышать половины ширины пьезоэлемента. Максимальное перемещение ПЭП от края сварного шва Lмах,мм, определяется в зависимости от толщины сварных элементов, угла ввода и рассчитывается по формуле
Lmax =2 S · tg α – n + ЗТВ, (Г.2)
где a – угол ввода;
S – толщина стенки элемента конструкции, мм;
ЗТВ – зона термического влияния, подвергаемая УЗК, минимальной шириной 0,5× S, но не менее 10 мм;
n – длина стрелы ПЭП, мм.
В процессе возвратно-поступательного перемещения ПЭП необходимо поворачивать в обе стороны от заданного направления движения на угол от 10° до 15°.
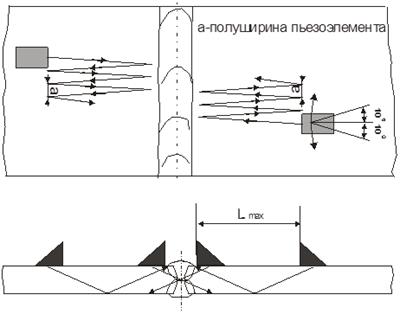
Рисунок Г.1 – Схема контроля стыкового сварного соединения
При появлении эхо-сигнала в пределах строб-импульса необходимо убедиться в том, что эхо-сигнал не является ложным сигналом. Причиной появления ложных эхо-сигналов является следующие отражатели:
- неровности границы усиления шва;
- смещение кромок свариваемых листов;
- избыток контактной среды.
Смещение кромок стыкуемых листов, приведенное на рисунке Г.2, характеризуется наличием эхо-сигнала, выявляемого только с одной стороны шва по всей длине листа или на большей его части, прямым лучом. С другой стороны шва ложный эхо-сигнал отсутствует.

Рисунок Г.2 – Схема распознавания эхо-сигналов от смещения кромок свариваемых листов
Г.4.4 При обнаружении дефекта необходимо:
- оценить уровень амплитуды эхо-сигнала по отношению к браковочному уровню;
- измерить условную глубину (значение глубиномера при максимальном значении амплитуды Ymax в сечении шва);
- измерить условную протяженность дефекта L вдоль шва;
- определить количество дефектов n на оценочном участке.
Условную глубину залегания дефекта Y max, мм, определяют с помощью глубиномера дефектоскопа в соответствии с инструкцией по его эксплуатации.
Условную протяженность дефекта L, мм, измеряют по длине зоны между крайними положениями ПЭП, перемещаемого вдоль шва, при которых амплитуда эхо-сигнала от дефекта не опускается ниже уровня фиксации.
Количество дефектов n на оценочном участке шва определяется числом дефектов, амплитуда сигналов от которых выше уровня фиксации, но ниже браковочного.
Оценку обнаруженных дефектов выполнить согласно браковочным критериям, приведенным в 7.4 настоящей части документа.
Date: 2016-08-30; view: 776; Нарушение авторских прав