Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Действия токарных многошпиндельные полуавтоматов
|
|
Многошпиндельные токарные полуавтоматы предназначены для изготовления деталей из штучных литых, кованых и штампованных заготовок из различных марок сталей, чугуна, цветных металлов и сплавов. Большинство деталей, изготавливаемых на этих полуавтоматах, имеет длину меньше диаметра, и поэтому они закрепляются в патронах. Многошпиндельные полуавтоматы выпускаются с горизонтальным и вертикальным расположением рабочих шпинделей.
Горизонтальные полуавтоматы строятся на базе аналогичных моделей многошпиндельных автоматов и поэтому большинство их узлов и механизмов имеет такую же конструкцию и рабочие характеристики. Значительное отличие в конструкции имеет только узел рабочего шпинделя, так как съем готовой детали, и установка заготовки в патроне осуществляются вручную. Для этого в конструкции всех шпинделей полуавтомата предусмотрена возможность выключения их вращения и торможения в позиции загрузки (IV, VI или VIII, соответственно, в четырех, шести и восьмишпиндельных полуавтоматах), а также установлены гидрофицированные механизмы зажима и разжима заготовок. Поперечный суппорт в позиции загрузки не устанавливается.
На рис.45 показан шпиндельный блок шестишпиндельного горизонтального полуавтомата, конструкция которого, за исключением шпиндельного узла, почти полностью повторяет конструкцию базовой модели автомата. В передней опоре шпинделя установлены двухрядный роликовый подшипник 13 и упорно-радиальный шарикоподшипник 12, а в задней – два радиально-упорных шарикоподшипника 9.
Вращение шпиндель получает от центрального зубчатого колеса 15 через колесо 7 и фрикционную муфту 6. Торможение шпинделя осуществляется фрикционной муфтой 3. Заготовка зажимается в патроне 14 при смещении тяги 11 влево пакетом тарельчатых пружин 10, а разжим производится поршнем 4, шток 8 которого свинчен с тягой 11. Включение-выключение фрикционных муфт 3 и 6 осуществляет плавающий цилиндр 5. При подаче масла в левую полость цилиндра поршень 4 смещается вправо, сжимая пакет тарельчатых пружин и разжимая заготовку, а цилиндр 5 – влево, выключая приводную муфту 6 и включая тормозную муфту 3. Переключение муфт перед началом рабочего цикла производится подачей масла под давлением в правую полость цилиндра. Масло в полости цилиндров всех шпинделей подводится через центральный золотник 1, поворотом которого с помощью рукоятки 2 можно осуществить разжим заготовки и выключение-включение вращения рабочего шпинделя на любой позиции полуавтомата. Наладка этих полуавтоматов практически не отличается от наладки базовых моделей горизонтальных многошпиндельных автоматов.
Вертикальные многошпиндельные токарные полуавтоматы по принципу своей работы могут быть параллельного и последовательного действия. Схема работы полуавтомата параллельного действия приведена на рис.46. Карусель 1 полуавтомата с расположенными по окружности рабочими шпинделями и индивидуальными для каждой позиции суппортами 2 медленно поворачивается относительно основания 5 вокруг колонны 4 и установленной на ней группы кулачков 3.
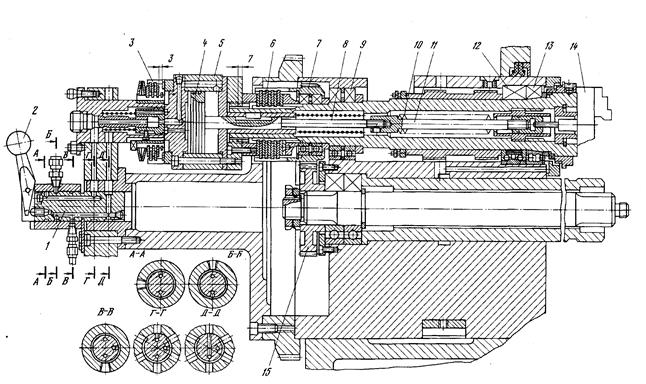
Рис 45 Шпиндельный блок полуавтомата мод. 1Б240П-6К
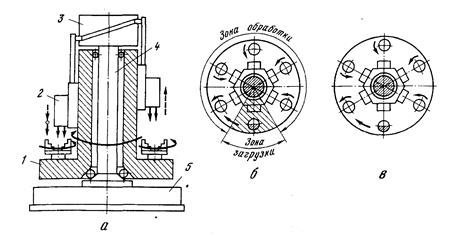
Рис. 46. Схема работы вертикального многошпиндельного полуавтомата параллельного действия (а), с непрерывным вращением карусели (б) и с периодическим поворотом карусели (в).
Обработка заготовки от начала до конца производится на одной позиции и только одной группой инструментов за время почти полного оборота карусели. Готовая деталь снимается с полуавтомата после каждого поворота карусели на одну позицию. Съем готовой детали и установка заготовки производятся на этих полуавтоматах, или на ходу (рис.46, б) во время прохождения зоны загрузки или с остановкой в данной позиции (рис.46, в). В позиции загрузки (зоне) шпиндель не вращается, а суппорт отходит в верхнее положение. Для облегчения условий работы в этой зоне предусматривается специальное подъемное устройство.
Технологические возможности полуавтоматов этого типа ограничены и поэтому на них обрабатываются более простые заготовки. На рис.47 показана схема обработки заготовки на шестишпиндельном полуавтомате параллельного действия, у которого на пяти позициях производятся одни и те же операции группой инструментов из 15 резцов, установленных на резцовых головках.
Обработка заготовок на вертикальных полуавтоматах последовательного действия (рис.48) производится несколькими группами инструментов, закрепленных на суппортах 2, которые размещены на гранях неподвижной колонны 3. Заготовки крепятся в патронах 1 вращающихся вертикальных шпинделей, расположенных по окружности в общем шпиндельном блоке в виде поворотного стола 4, который периодическим поворотом относительно неподвижных оснований 5 и колонны 3 осуществляет смену позиций.
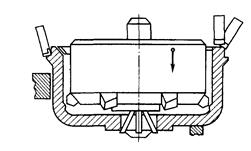
Рис 47 Схема обработки тормозного барабана на вертикальном полуавтомате параллельного действия.
За один оборот стола заготовка последовательно проходит через все позиции, подвергаясь полной обработке, и после каждого поворота стола на одну позицию с полуавтомата снимается готовая деталь. Вращение шпинделей в каждой позиции осуществляется от индивидуальных приводов, а при смене позиций и в позиции загрузки они не вращаются. Поперечных суппортов на вертикальных полуавтоматах нет и для получения в отдельных позициях полуавтоматов последовательного действия поперечной подачи инструментов используются специальные суппорты, в которых продольное перемещение преобразуется в поперечное.

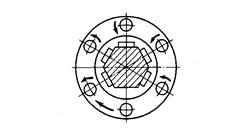
Рис 48 Схема работы вертикального многошпиндельного полуавтомата последовательного действия.
На рис.49 показана схема обработки заготовки на вертикальном восьмишпиндельном полуавтомате последовательного действия, в которой на III и IV позициях с поперечной подачей производятся подрезание торца, снятие фаски и протачивание выточки и канавки. Кроме того, в данном примере используется специальное приспособление для растачивания внутренней сферы на VI и VII позициях.
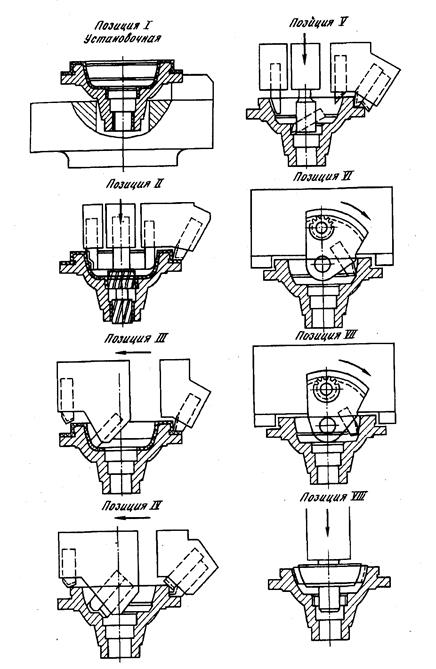
Рис. 49. Схема обработки чашки дифференциала на вертикальном полуавтомате последовательного действия.
Date: 2016-02-19; view: 2018; Нарушение авторских прав