Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
XIII. Токарный вертикальный многошпиндельный полуавтомат
|
|

Рис. 52. Компоновка вертикального восьмишпиндельного полуавтомата мод. 1К282.
На рис.52 приведена компоновка восьмишпиндельного полуавтомата последовательного действия мод. 1К282, на основании 14 которого смонтированы все основные узлы и механизмы станка. В тумбе основания закреплена основная несущая часть полуавтомата – пустотелая колонна 9, у которой внизу на конусе смонтирован поворотный стол 12 с рабочими шпинделями 11, в средней части – направляющие для суппортов 2, а сверху с помощью венца 8 семь коробок скоростей и подач 4, электродвигатель 6 с редуктором 7 и стойка 5 с гидроцилиндром для включения через тягу 10 семи синхронизаторов 16 и тормоза 15. Вращение на шпиндели от коробок скоростей передается валами 3, размещенными внутри колонны. Механизм поворота и фиксации 13 стола установлен в нише основания, которая одновременно является резервуаром гидросистемы станка. Электрооборудование полуавтомата смонтировано в специальном шкафу 1.
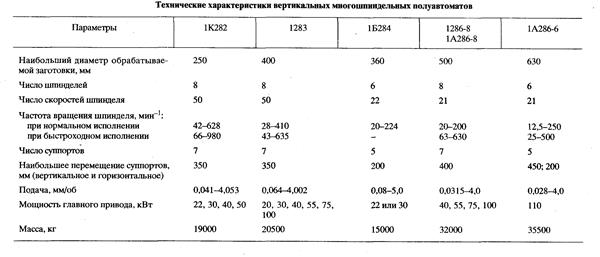
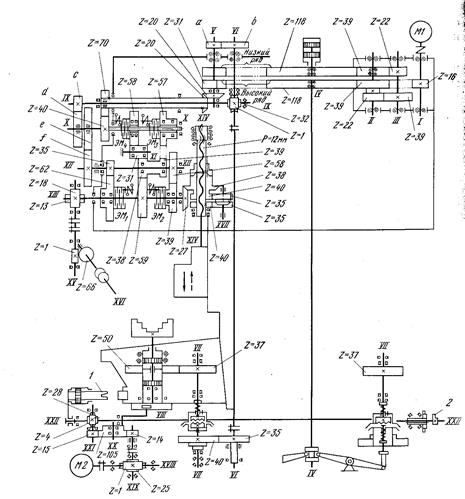
Рис. 53. Кинематическая схема вертикального многошпиндельного полуавтомата мод. 1К282.
Кинематическая схема этого полуавтомата показана на рис53. Она включает следующие кинематические цепи: привод главного движения, приводы рабочей и ускоренной подач суппортов, вращения командоаппарата и привода механизма поворота стола.
Привод главного движения осуществляется от двигателя М1 через зубчатые колеса редуктора 16/39 и далее 39-118-31 (при высоком ряде частот вращения) или через 22/39, 22/39 и 39-118-31 (при низком ряде частот вращения). С вала V вращение передается через гитару сменных зубчатых колес а и b, зубчатые колеса 35/40, 37/50 (37/37 при скоростном исполнении). Каждый шпиндель, находящийся в рабочей позиции, имеет индивидуальную цепь привода, начиная с вала V.
Привод рабочей подачи суппортов осуществляется от вала VI через червячную передачу 1/32, сменные колеса с,d,е и f и далее через зубчатые колеса 35/62 (включена муфта ЭМ1) или 58/39 (включена муфта ЭМ2) на вал XIII. С этого вала через коническую передачу 27/38 вращение передается гайке и от нее ходовому винту (tхв = = 12 мм) с суппортом. Переключение муфт ЭМ1 и ЭМ2 можно производить в процессе обработки, получая две рабочие подачи суппорта: мелкую и крупную.
Привод ускоренной подачи суппортов осуществляется от вала V через конические колеса 20/20 и цилиндрические 70/40 на вал X. При ускоренном подводе суппорта включается муфта ЭМЗ, и вращение передается через зубчатые колеса 57/39, 38/59, 27/38 на гайку ходового винта, а при ускоренном отводе суппорта (включается муфта ЭМ4) вращение на гайку ходового винта передается через зубчатые колеса: 58-31-38-59 и 27/38. При переходе с высокого ряда частот вращения на низкий для сохранения постоянной скорости ускоренного перемещения суппорта необходимо поменять местами колеса в передаче 70/40 между валами IX и X. Скорости быстрого подвода и отвода суппорта соответственно равны 3,6 и 3,5 м/мин.
Привод вращения командоаппарата осуществляется от вала ХIII через винтовую зубчатую передачу 18/13 и червячную 1/66.
Привод механизма поворота стола осуществляется от электродвигателя М2 через червячную передачу 1/25, зубчатые колеса 14/105 к мальтийскому механизму. Водило мальтийского механизма смонтировано на ступице колеса 2 = 105, а мальтийский крест на нижней плоскости поворотного стола, который может быть повернут на 1/8 или 1/4 (на две позиции) часть оборота.
Управление поворотом и фиксацией стола осуществляется кулачками, установленными на правом конце вала XXII, нажатием на соответствующие конечные выключатели. Кроме поворота через червячную передачу 4/28, вал XXII получает осевое перемещение от гидроцилиндра 1 при фиксации и расфиксации стола.
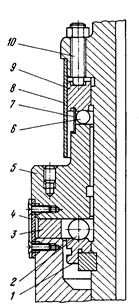
Рис. 54. Опора поворотного стола вертикального полуавтомата мод. 1К282.
Поворотный стол с восьмью шпиндельными узлами смонтирован и вращается на конусной части колонны и на специальном двойном упорном шарикоподшипнике (рис.54), воспринимающем вертикальную нагрузку. Он включает
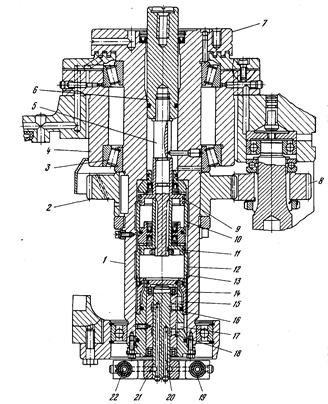
Рис. 55. Шпиндельный узел вертикального полуавтомата мод. 1К282.
верхнее 9 и нижнее 1 кольца с желобами – дорожками качения и среднее кольцо – фланец 5, между которыми заложены шарики 2 и 6, закрытые ленточным уплотнением 7 и кожухами 4 и 8. Натяг в упорном подшипнике регулируется винтами 10, а радиальный зазор в конусной радиальной опоре стола (на рис. не показана) путем пригонки компенсаторных секторов 3.
Шпиндельный узел (рис.55) является самымответственным узлом полуавтомата, определяющим точность и чистоту обработки. Шпиндель 1 смонтирован в конических роликовых подшипниках 3 в стакане 4, который устанавливается в расточенном отверстии поворотного стола. Нижний конец шпинделя поддерживается радиальным шарикоподшипником. На фланце шпинделя 7 крепится кулачковый патрон, зажим-разжим заготовки в котором производится, соответственно, при опускании и подъеме тяги 6, установленной в центральном отверстии шпинделя. Тяга свинчена со штоком 5, на котором смонтированы поршни 9 и 11 сдвоенных гидроцилиндров 10 и 12. Для надежности переключения тяговое усилие при разжиме развивается больше, чем при зажиме. Это достигается подачей масла при зажиме в штоковые полости гидроцилиндров через отверстия 19, 20, 18, 17 и выточку 13 в шпинделе, а при разжиме – в поршневые полости через отверстия 22, 21, 16, 15 и зазор 14 в нижний гидроцилиндр, а через шлицевые каналы в штоке 5 – в верхний. Вращение шпинделя с частотой, настроенной в данной рабочей позиции, осуществляется от привода главного движения через узел синхронизации и зубчатые колеса 8-2.
Date: 2016-02-19; view: 3498; Нарушение авторских прав