Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Принцип работы и типовые детали, получаемые обработкой на токарно-револьверных автоматах
|
|
В отличие от автоматов продольного точения шпиндельная бабка / токарно-револьверного автомата установлена на станине жестко и продольного перемещения не имеет (рис. 41). Шпиндель 2 автомата для нарезания резьбы на заготовке невращающимся резьбонарезным инструментом вращается в двух направлениях: по часовой стрелке А — он имеет левое вращение (свинчивание инструмента), против часовой стрелки Б — правое вращение (нарезание резьбы).
Кроме поперечных суппортов 3, токарно-револьверный автомат имеет продольный револьверный суппорт 5, на котором установлена поворотная шестипозиционная (/ — VI) револьверная головка 4 с инструментами для обработки с продольной подачей. В одной позиции револьверной головки устанавливается специальный упор 6, ограничивающий величину подачи прутка 7.
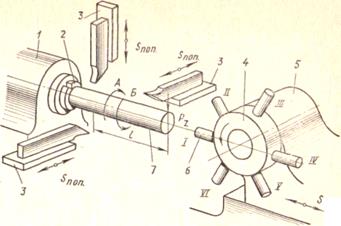
Рис. 41. Схема работы токарно-револьверного автомата.
Наличие в токарно-револьверных автоматах трех (а в некоторых и четырех) поперечных суппортов и продольного револьверного суппорта значительно расширяет их технологические возможности по сравнению с автоматами продольного точения и позволяет обрабатывать на них достаточно сложные заготовки с применением большого числа разнообразных режущих инструментов. Применение специальных приспособлений еще больше расширяет их технологические возможности.
Большинство рабочих операций выполняется при более быстром левом вращении шпинделя, а такие операции, как нарезание резьбы, развертывание и некоторые другие — при более медленном правом вращении шпинделя. Переключение направлений вращения шпинделя производится автоматически.
Недостатком токарно - револьверных автоматов является необходимость подавать пруток сразу на всю длину обрабатываемой заготовки. При большом вылете / прутка из шпинделя он будет прогибаться под действием силы резания Рz, что будет приводить к снижению точности обработки.
На рис. 42 показана обработка заготовки типовой детали на токарно-револьверном автомате. После отрезки детали и отхода отрезного резца производится быстрая подача прутка до упора (/) сразу на всю длину заготовки. Затем производится последовательная обработка заготовки режущими инструментами (//—VII), устанавливаемыми в рабочую позицию при периодическом повороте револьверной головки, и инструментами поперечных суппортов.
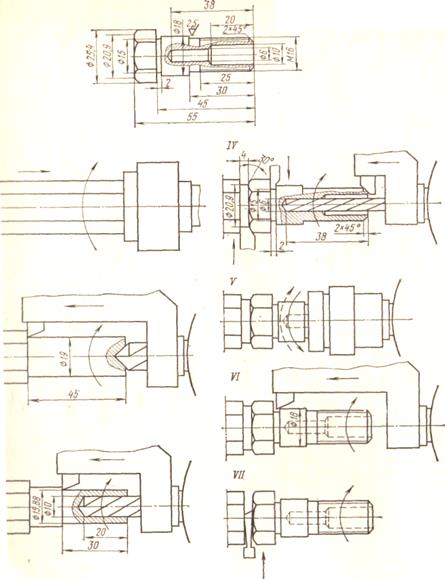
Рис. 42. Схема обработки заготовки на токарно-револьверном автомате
Date: 2016-02-19; view: 1261; Нарушение авторских прав