Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технические характеристики прутковых фасонно-отрезных и токарно-револьверных автоматов
|
|
| Параметры | 11Ф16 | 11Ф25 | 11Ф40 | 1Е110 1Е110П | 1Е125 1Е125П | 1Е165 1Е165П |
| Наибольший диаметр обрабатываемого прутка, мм | ||||||
| Наибольшая длина подачи прутка за одно включение, мм | ПО | ПО | ||||
| Наибольший размер нарезаемой резьбы (плашкой) | М12х1,75 | М12х1,75 | М18х2,5 | М10х1,5 | М18х2,5 | М30 х 3,5 |
| Диаметр револьверной головки, мм | - | - | - | |||
| Число суппортов (кроме револьверного) | ||||||
| Частота вращения шпинделя, мин -1: левого вращения правого вращения | 180-3550 180-1800 | 200-4000 200-2000 | 125-2500 125-1250 | 112-5000 56-630 | 125-4000 63-500 | 40-1600 20-250 |
| Время одного оборота распределительного вала, с | 2,6-261 | 3-465 | 3^165 | 2,7-302 | 6,1-602 | 8-791 |
| Мощность главного привода, кВт | 3,0 | 4,0 | 5,5 | 2,2 | 4,0 | 7,5 |
| Масса, кг |
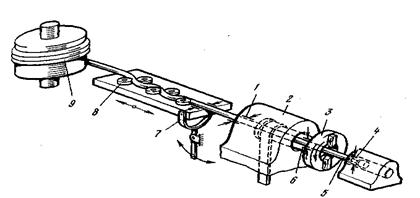
Рис. 35. Схема работы фасонно-отрезного автомата при изготовлении деталей из проволоки
Кроме того, они имеют продольный суппорт, на котором устанавливаются головка для крепления центрового инструмента или резцы для продольной обточки, обработки торцов и фасок.
На фасонно-отрезных автоматах малого типоразмера (мод. 1106, 1Б023 и др.) в качестве исходного материала используется не пруток, а проволока, свернутая в бунт. Проволока во время обработки не вращается и имеет только периодическое продольное перемещение в момент ее подачи вперед для обработки следующей заготовки. Схема работы такого автомата показана на рис. 35. Заготовка обрабатывается вращающейся головкой с резцами, перемещающимися в поперечном направлении с независимой друг от друга подачей. Подача проволоки на необходимую длину осуществляется перемещением салазок 7 с механизмами подачи и правки. При этом из переднего зажима 4 выталкивается ранее обработанная деталь.
После подачи проволока зажимается в трех местах: передним 4 и средним 6 зажимами, расположенными по обеим сторонам от вращающейся резцовой головки 3, и задним зажимом 1, расположенным в шпиндельной бабке 2. При отходе салазок 7 назад часть проволоки, смотанная из бунта 9 при ее подаче и подлежащая последующей обработке, правится роликами 8. Задний зажим удерживает проволоку от сдвига при ее правке.
Схема обработки заготовки на таком автомате показана на рис. 36. После отрезки готовой детали резцы вращающейся головки отходят в исходное положение, зажимные устройства разжимаются и проволока дается вперед, выталкивая готовую деталь (рис.36, а). Затем проволока зажимается, к ней быстро подходят резцы 1, производящие обточку диаметра 2,5 мм и обточку фаски, и резец 2, осуществляющий подрезку торца, отрезку детали и обточку конуса (рис. 36, б). Типовые детали, изготавливаемые на таких автоматах, показаны на рис. 37.

Кинематические схемы фасонно-отрезных автоматов разных моделей не имеют принципиальных отличий друг от друга (рис. 3). Они состоят из двух основных цепей: главного движения – привода вращения резцовой головки 10 (или шпинделя с прутком в прутковых автоматах) и привода вращения распределительного вала V. Резцовая головка 10 приводится во вращение от электродвигателя М через плоскоременную передачу со сменным шкивом Ф и шкивом ф110. Распределительный вал V получает вращение через предохранительную зубчатую муфту 1, цилиндрическую зубчатую передачу 25/52, коническую зубчатую передачу 26/40, сменные зубчатые колеса а и b гитары подач, червячную передачу 2/45.
На распределительном валу V установлены: кулачок 3 механизма 14 подачи и правки материала из бунта 15, кулачок 4 механизма 13 заднего и среднего зажима материала, кулачки 5 и 6 механизмов 12 и 11 подачи поперечных суппортов 9 на резцовой головке 10 и кулачок 7 механизма 8 переднего зажима обрабатываемой заготовки.
Включение и выключение вращения распределительного вала V осуществляется зубчатой муфтой 1. При наладке автомата вращение распределительного вала вручную производится рукояткой 2 через цепную передачу 12/16 и зубчатую передачу 28/28. Диаметр сменного шкива Ф, которым настраивают частоту вращения резцовой головки в соответствии с требуемой скоростью резания, определяют уравнения кинематического баланса цепи главного привода:
nЭЛ =∙ Ф/110 = nPR (32)
При пЭЛ = 1440 мин -1, Ф = 0,08л.
Передаточное отношение сменной пары зубчатых колес alb находят из уравнения кинематического баланса цепи привода распределительного вала, частота вращения которого (прв) соответствует продолжительности цикла в секундах (Тц) обработки одной детали:
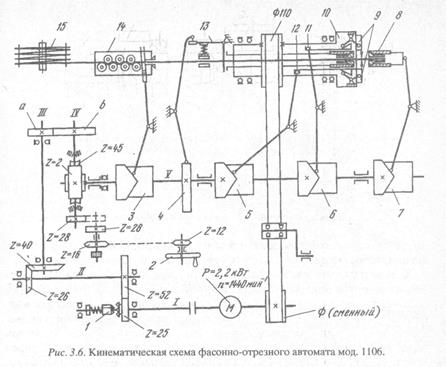
Рис. 38. Кинематическая схема фасонно-отрезного автомата мод. 1106.
Date: 2016-02-19; view: 1366; Нарушение авторских прав