Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Кинематика станка модели 1722
|
|
Движение резания. Шпиндель станка IV (рис. 57,а) приводится в движение электродвигателем мощностью 28 кВт через клиноременную передачу 140 – 280, вал I, сменные колеса А – Б, вал II и два двойных подвижных блока шестерен Б1 и Б2. Без учета сменных колес шпиндель имеет четыре скорости вращения (рис.57, б), которые могут переключаться в процессе работы станка. Наибольшее число оборотов шпинделя п mах определяется из выражения
 |
К станку прилагается пять пар сменных колес.
Гидропривод рабочих органов станка. Гидросистема обслуживается двумя насосами — высокого давления Н1 и низкого давления Н2.
Линия высокого давления предназначена для работы следящей системы продольной подачи копировального суппорта, подачи подрезных суппортов и зажима пиноли задней бабки; линия низкого давления — для быстрых перемещений копировального суппорта и пиноли задней бабки.
Рабочий цилиндр Ц2 копировального суппорта непосредственно связан с поперечными салазками. Шток поршня жестко закреплен на продольных салазках копировального суппорта. Корпус золотникового устройства 3 установлен па рабочем цилиндре Ц2 и может перемещаться в небольших пределах с помощью маховичка Мх2, шестерен 18 – 12 и ходового винта. Это перемещение необходимо для первоначальной установки копировального суппорта в поперечном направлении относительно обрабатываемой детали и шаблона.
Золотник имеет три пояска. Средний поясок управляет подводом жидкости в полости рабочего цилиндра Ц2. Крайние пояски обеспечивают возможность слива жидкости из верхней пли нижней полости цилиндра Ц2.
Положение золотника устанавливается поворотом рычага щупа Щ, скользящего в процессе работы по шаблону или по образующей эталонной детали. Поворот рычага щупа ограничивается упором У, который устанавливается в соответствующем положении маховичком Мх1 через шестерни 12 – 18 ивинт VI.
Наличие упора щупа позволяет производить обработку деталей в несколько проходов.
Для правильной установки шаблона вместе с балочками относительно обрабатываемой детали на станке предусмотрено устройство, состоящее из маховичка Мх3, конических шестерен 12 – 24 ивала V, имеющего на правом конце двухзаходную резьбу с шагом l = 4 мм, связанную с маточной гайкой балочки шаблона.
Работа гидрокопировалыюго суппорта происходит следующим образом. Продольные салазки суппорта получают непрерывную и равномерную подачу вдоль оси изделия. Скорость и направление перемещения поперечных салазок, определяющих конфигурацию обрабатываемой детали, зависят от положения золотника З управляемого щупом Щ. Последний, скользя по шаблону, поворачивает рычаг в ту или иную сторону, заставляя золотник З перемещаться вниз или вверх. При смещении золотника З вниз (как показано на схеме) жидкость от насоса поступает в верхнюю полость цилиндра Ц2, в результате чего поперечные салазки перемещаются вверх. Жидкость, находящаяся в нижней полости цилиндра Ц2, при этом сливается в бак.
При смещении золотника З вверх поперечные салазки суппорта будут перемещаться вниз. Когда золотник З займет среднее положение, поперечные салазки перемещаться не будут, и в этом случае происходит обтачивание цилиндрических участков детали.
Продольная подача копировального суппорта осуществляемся при поступлении жидкости в правую полость рабочего цилиндра Ц1. Для быстрого отвода копировального суппорта масло нагнетается в левую полость цилиндра Ц1. Управление движением продольного суппорта производится от панели копировального суппорта.
Подача подрезных суппортов в поперечном направлении производится гидроприводом, а их поперечное установочное перемещение осуществляется вручную. При подводе жидкости в левую полость цилиндра Ц4 происходит поперечная подача подрезных суппортов. В этом случае поршень перемещается вправо, увлекая за собой винт VII и копиры, к которым прижимаются ролики, закрепленные в суппортах.
Отвод подрезных суппортов достигается нагнетанием жидкости в правую полость цилиндра Ц4.
Управление движением подрезных суппортов осуществляется от отдельной панели.
Установочные перемещения подрезных суппортов производятся посредством поворота квадратных хвостовиков валиков, которые через конические колеса 26 – 26 передают вращение поперечным ходовым винтам с шагом l = 2 мм.
Задняя бабка перемещается в продольном направлении вручную ходовым винтом, имеющим квадратный хвостовик. Поджим обрабатываемой детали задним центром осуществляется перемещением пиноли с поршнем влево. В это время жидкость нагнетается в правую полость цилиндра Ц3.
Для закрепления пиноли задняя бабка снабжена двумя гидравлическими зажимами 3. Управление движением пиноли и еезажимом сосредоточено в отдельной панели.
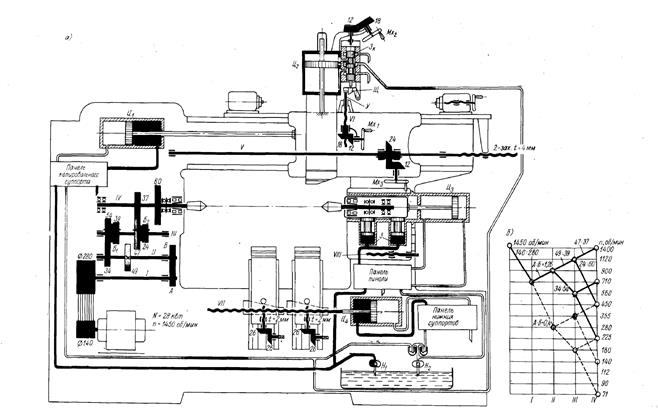
Рис 57 Кинематическая схема токарного гидрокопировального полуавтомата модели 1722.
Date: 2016-02-19; view: 2660; Нарушение авторских прав