Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Кинематика станка модели I336M
|
|
Движение резания. Шпиндель IV (рис.32, а) получает вращение от электродвигателя мощностью 3 кВт через клиноременную передачу 130–297, фрикционную дисковую муфту M1 и коробку скоростей. В коробке скоростей расположены парносменные колеса 34–53, которые могут меняться местами, тройной подвижный блок Б1 и двойной подвижный блок Б2. Всего шпиндель должен был бы иметь 12 скоростей вращения.
Однако, как видно из графика скоростей (рис. 31), четыре из них фактически совпадают, и станок имеет только восемь различных скоростей вращения шпинделя — от 44 до 1150 об/мин.
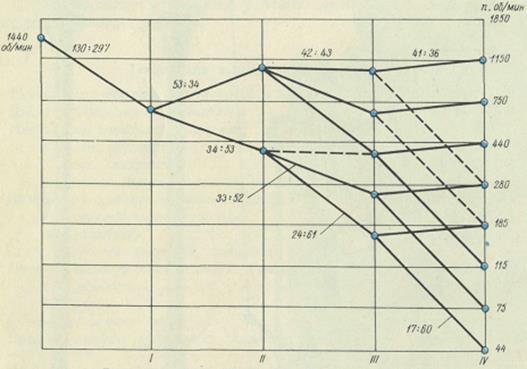
Рис.31. График скоростей вращения шпинделя
Минимальное число оборотов шпинделя nmin может быть определено из выражения

Для быстрой остановки станка муфта М1 перемещается вправо, включая конический тормоз.
Движения подач. Движения подач осуществляются от шпинделя IV через клиноременную передачу 105–160, вал V, колеса 27–55 и коробку подач. В коробке подач находятся тройной подвижный блок Б3 и двойной подвижный блок Б4, обеспечивающие шесть скоростей вращения валу VIII (рис. 32, б).
Продольная подача револьверной головке сообщается от вала IX через колеса 21–45, вал X, червячную передачу 1–47 с падающим червяком и реечную шестерню 12, находящуюся в зацеплении с рейкой m = 3 мм, прикрепленной к суппорту револьверной головки.
Автоматическое выключение продольной подачи осуществляется механизмом падающего червяка, который срабатывает под воздействием продольных упоров револьверной головки.
Поперечная круговая подача револьверной головки также заимствуется от вала IX, вращение от которого передается через цепную передачу 19–19, вал XI, конический реверс 42–42–42, управляемый кулачковой двухсторонней муфтой М2, вал XII, червячную передачу 1–96, коническую фрикционную муфту М3, вал XIII, колеса 18–144 и вал XIV с револьверной головкой.
Максимальная поперечная подача Sn max может быть определена из выражения

где 190 – диаметр окружности центров инструментальных гнезд в мм.
Ручное поперечное перемещение инструментов достигается поворотом маховичка Mx1, укрепленного на валу XII, когда муфта М2 находится в нейтральном положении. Для осуществления механической и ручной круговых подач револьверной головки коническая фрикционная муфта М3 на валу XIII должна быть включена.
Вспомогательные движения. Подвод и отвод револьверного суппорта производится штурвалом Ш. Быстрый поворот револьверной головки, предназначенный главным образом для установки инструмента в рабочую позицию, осуществляется поворотом маховичка Мх2 , установленного на направляющей шпонке на валу XIII. Коническая муфта М3 должна быть при этом расцеплена. Перед поворотом револьверной головки необходимо выключить фиксатор. Отвод фиксатора производится вручную посредством рукоятки Р.
Во время работы с поперечной подачей фиксатор револьверной головки должен находиться в выключенном положении. При повороте револьверной головки приводится во вращение барабан Бн с переставными упорами У выключения продольной подачи.

Рис.32. Кинематическая схема токарно-револьверного станка модели 1336М
Date: 2016-02-19; view: 2102; Нарушение авторских прав