Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Затачивание и проверка углов заточки резьбового резца для нарезания правой трапецеидальной резьбы
|
|
1.  Заточите резец по главной задней поверхности 1 (рис. 1), выдержав заданный задний угол для нарезания трапецеидальной резьбы. При заточке пользуйтесь теми же приемами, что и при заточке такой же поверхности прорезного или отрезного резца. Величина главного заднего угла от 4 до 8°.
Заточите резец по главной задней поверхности 1 (рис. 1), выдержав заданный задний угол для нарезания трапецеидальной резьбы. При заточке пользуйтесь теми же приемами, что и при заточке такой же поверхности прорезного или отрезного резца. Величина главного заднего угла от 4 до 8°.
2. Проверьте величину главного заднего угла после заточки резца. Для этого резец поставьте на измерительную поверхность А универсального угломера (рис. 2). Диск угломера I вращайте большим пальцем левой руки до тех пор, пока его измерительная рабочая поверхность Б не подойдет вплотную к главной задней поверхности 1 резца На градуированной шкале прочитайте величину угла заточки главного заднего угла
3. Заточите резец по передней поверхности 4 (см. рис. 1) (передний угол γ). Приемы заточки аналогичны заточке проходных резцов. Рекомендуется на передней поверхности выполнить канавки вдоль режущих кромок, соблюдая их прямолинейность и горизонтальность. В этом случае передние углы у режущих кромок будут равны 10... 15°.
4. Заточите резец по вспомогательной боковой поверхности 3 (см. рис. 1), выдержав заданный вспомогательный задний угол α1. Приемы заточки аналогичны заточке проходных резцов. При заточке резец систематически охлаждайте и пользуйтесь защитными очками или предохранительным экраном. Величина угла заточки α1 (для правой резьбы) должна равняться углу подъема винтовой линии т плюс 2...30.
5. Проверьте величину заточки вспомогательного заднего угла си после заточки резца Резец вставьте в универсальный угломер I (рис. 3) и, вращая диск, доведите его измерительную поверхность Б до плотного прилегания к задней вспомогательной поверхности 3 головки резца По градуированной шкале прочитайте величину заточки вспомогательного заднего угла он.
Обработайте вторую заднюю вспомогательную поверхность резца 2 (см. рис. 1), выдержав заданный вспомогательный задний угол α2.Приемы заточки аналогичны ранее рассмотренным (см. предыдущие инструкционные карты). В данном случае угол α2 должен быть равен 2... 3
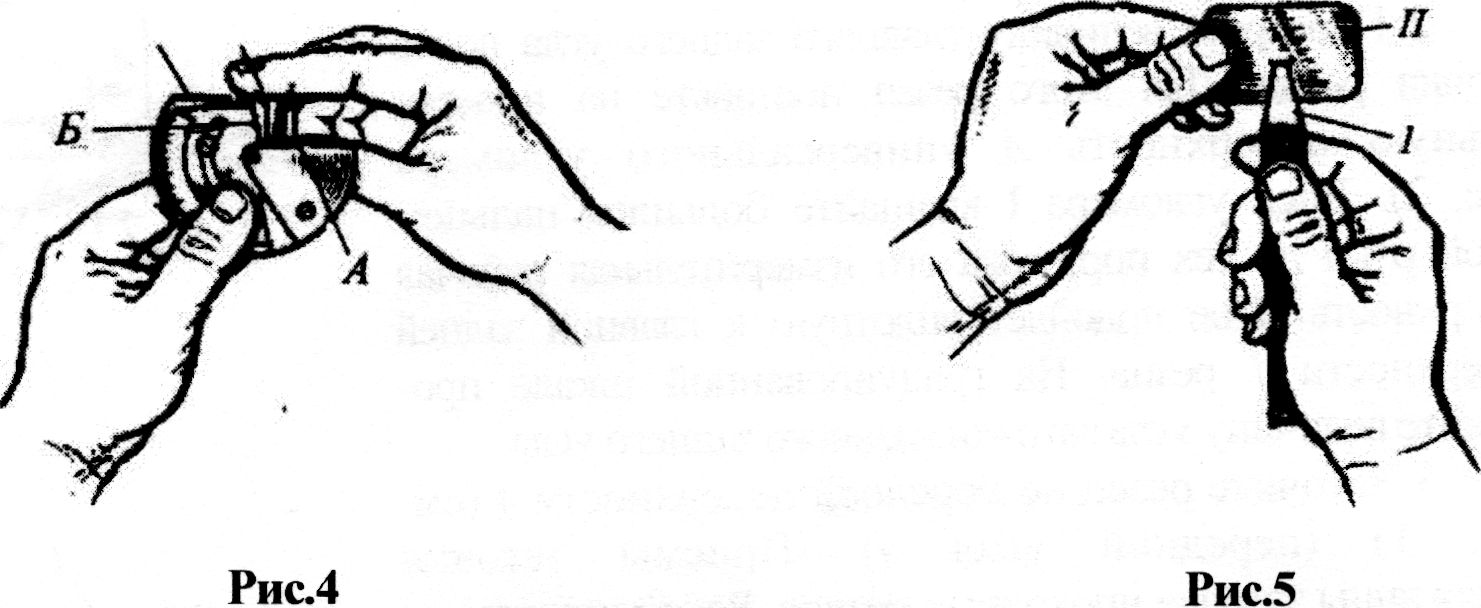
7. Проверьте величину заточки вспомогательного заднего угла ос2. Резец поставьте на измерительную поверхность A (рис. 4) универсального угломера I. Вращая диск, доведите его измерительную поверхность Б до плотного прилегания к задней вспомогательной поверхности 2 головки резца На градуированной шкале прочитайте величину вспомогательного заднего угла α2.
8. Проверьте угол профиля головки резьбового резца. Шаблон II(рис. 5) возьмите левой рукой, резец 1 - правой. Головка резца должна плотно войти в шаблон, без какого-либо просвета и перекоса головки.
|
Date: 2015-09-23; view: 2517; Нарушение авторских прав