Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Нарезание резьбы с использованием приспособлений
|
|
а) автоматический отвод резца при скоростном нарезании резьбы;
|
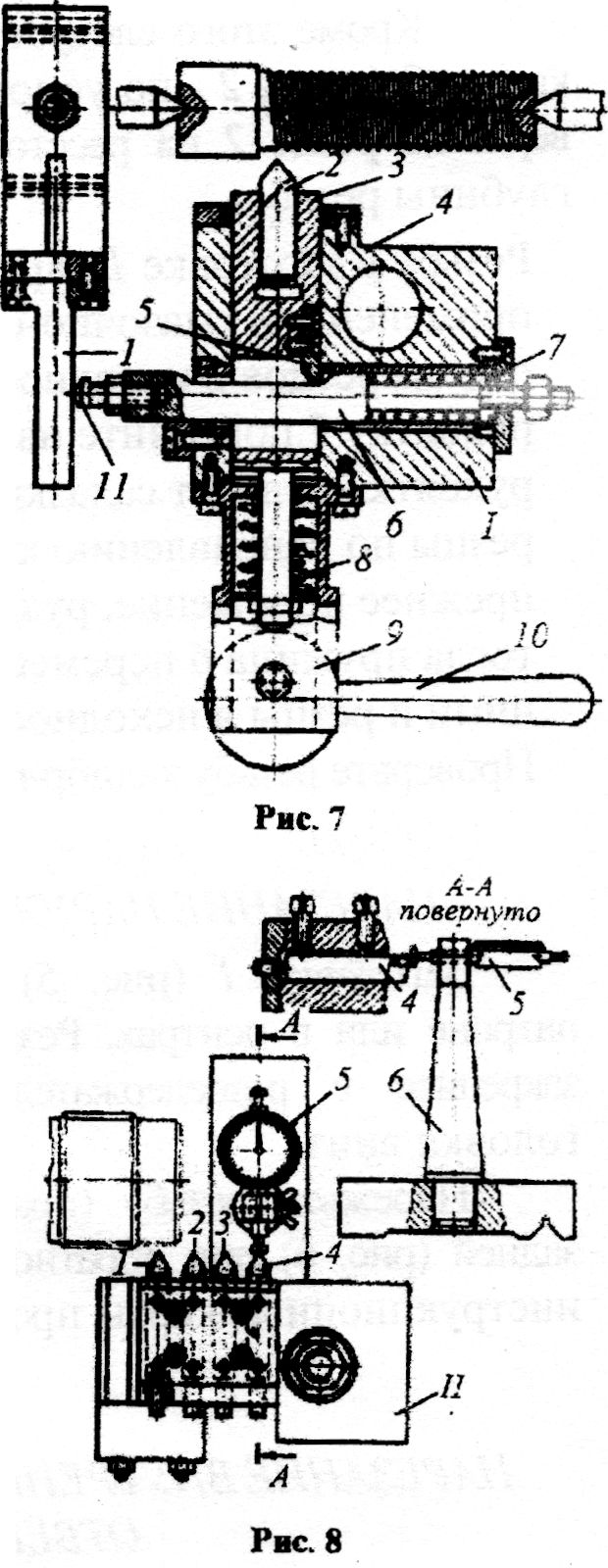
Приспособление 1(рис. 7) установите и закрепите на место резцедержателя. При нарезании резьбы с использованием данного приспособления применяйте обычные приемы. 3 конце нарезания резьбы резец 2, закрепленный в пиноли 3, будет автоматически отводиться от нарезаемого валика. Приспособление отрегулируйте так, чтобы в конце нарезания резьбы регулировочный винт 11 валика б уперся в упор / вследствие чего валик б остановится, а корпус 4 приспособления будет продолжать перемещаться. В это очень короткое время сухарь 5, закрепленный в пиноли 3, сойдет с уступа валика б и тем самым отведет резец от нарезаемой резьбы. После этого необходимо:
1) остановить станок, а затем переключить и пустить его на обратный ход;
2) повернуть рукоятку 70с эксцентриком 9 и тем самым переместить пиноль 3 вперед и отвести сухарь 5 от валика б;
3) остановить станок при возвращении резца в исходное положение;
4) повернуть рукоятку 10 в первоначальное положение;
5) подать резец на требуемую глубину резания и приступить к выполнению второго прохода и так до окончательного нарезания резьбы.
Применение приспособления улучшит условия труда, качество нарезаемой резьбы и будет способствовать повышению производительности труда.
б)скоростное нарезание резьбы за один проход;
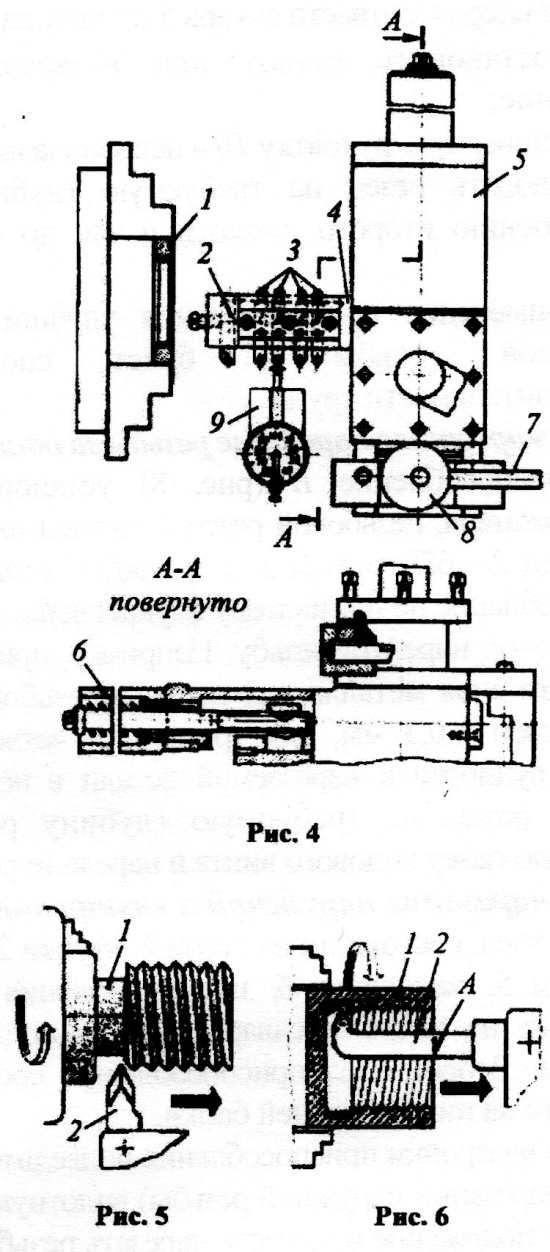
Приспособление II (рис. 8) установите и закрепите на место резцедержателя. Резьбовой резец 1 должен иметь угол профиля, равный- 70°, резец 2 - 65°, резцы 3 и 4 - 60°. Установите резцы 1, 2, 3, 4 в приспособление по индикатору 5, укрепленному на стойке б, так, чтобы за один проход нарезать резьбу. Например, при шаге резьбы 2 мм величина срезанного слоя металла для первого резьбового резца составит 0,5 мм, для второго - 0,3 мм, для третьего и четвертого - 0,2 мм. Подведите каретку суппорта к нарезаемой детали в исходное положение резца 1. Подайте резцы на требуемую глубину резания, включите станок, разъемную гайку ходового винта и нарежьте резьбу.
в) нарезание наружной и внутренней резьб в упор;
Первый узел, состоящий из винта 7, втулки 2, упорной планки 3, гайки 4, пружины 5, маховичка б, приспособления III (рис. 9) установите и закрепите на место предварительно вынутого винта верхних салазок суппорта Второй узел приспособления, состоящий из кольца 7 с хвостовиком и винта 8, установите и закрепите на пиноли задней бабки.
Для настройки приспособления подведите резьбовой резец 9 (при нарезании внутренней резьбы) или резец 10 (при нарезании наружной резьбы) вплотную х соответствующему торцу детали. Отведите резьбовой резец в исходное положение и начните нарезать резьбу. При подходе планки 5 к упорному кольцу 7 и начале сжатия пружины 5 остановите станок, отведите резец от нарезаемой резьбы, переключите и пустите станок на обратный ход. Так продолжайте до окончания нарезания резьбы. Вращением маховичка б производится точная установка резца в требуемое положение.
г) нарезание резьбы вращающимся резцом (вихревое нарезание резьбы);
Произведите наладку станка, установите и закрепите на поперечных салазках 6 (рис. 10) суппорта вихревую головку IV и электромотор V, в шпинделе 1 - резьбовой резец 2, в специальных кулачках трех- кулачкового самоцентрирующего патрона - заготовку 3. Установите на станке подобранную частоту вращения шпинделя и величину подачи. Подведите резьбовой резец на расстояние 30...50 мм к заготовке 3 и установите его по индикатору 4, укрепленному на стойке 5, на требуемую глубину резания (полную высоту нитки резьбы). Пустите станок, включите разъемную гайку ходового винта и нарежьте резьбу за один проход.
* Затачивание резцов, предназначенных для нарезания высокопроизводительными приемами к методами, рекомендуется после упражнений по заточке подобных резцов из простой стали.
 При нарезании гаек диаметром 30...48 мм и шагом 1,5 и 2 мм требуется создать наклон вихревой головки, равный 50', что достигается при помощи клиновой планки 7 (рис. 10, разрез А- А). Токари высокой квалификации нарезают резьбу вихревым методом с частотой вращения заготовки 2 400 об/мин, вихревой головки - 24 об/мин.
При нарезании гаек диаметром 30...48 мм и шагом 1,5 и 2 мм требуется создать наклон вихревой головки, равный 50', что достигается при помощи клиновой планки 7 (рис. 10, разрез А- А). Токари высокой квалификации нарезают резьбу вихревым методом с частотой вращения заготовки 2 400 об/мин, вихревой головки - 24 об/мин.
Нарезание резьбы вращающимся резцом позволяет повысить производительность труда, улучшить качество работы и полностью ликвидировать брак.
Date: 2015-09-23; view: 1173; Нарушение авторских прав