Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Палатка станка
|
|
1.1. Установите и закрепите в трехкулачковом патроне заготовку и резец в резцедержателе. Вершину головки резца установите на уровне центров станка.
12. Определите угол поворота верхней части суппорта по данным чертежа обрабатываемого конуса. Определите тангенс угла уклона конуса а по формуле


|
По таблице тангенсов углов установите величину уклона конуса а.
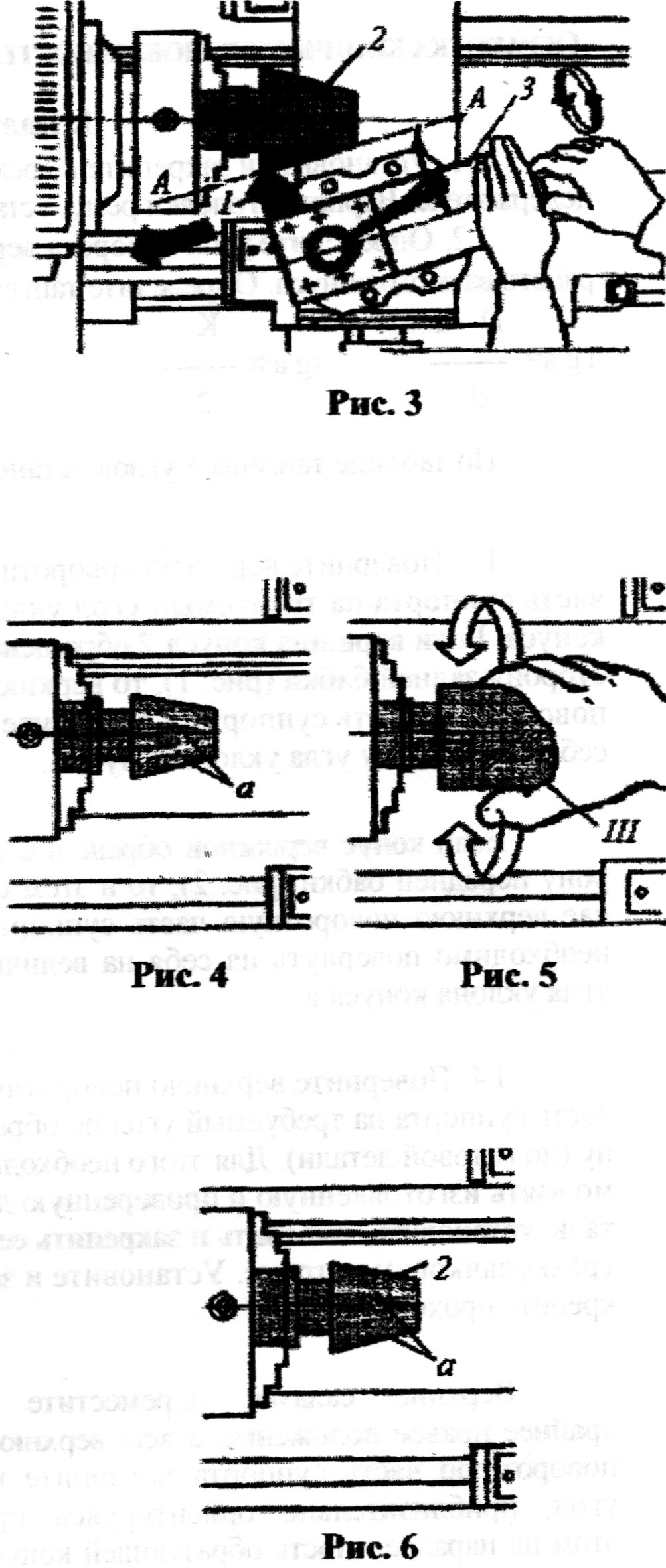
1.3. Поверните верхнюю поворотную часть суппорта на требуемый угол уклона конуса. Если вершина конуса 2 обращена в сторону задней бабки (рис. 1), то верхнюю поворотную часть суппорта 3 поверните от себя на величину угла уклона конуса а.
Если кону с вершиной обращен в сторону передней бабки (рис. 2), то в этом случае верхнюю поворотную часть суппорта 3 необходимо поверну ть на себя на величину угла уклона конуса а.
1.4. Поверните верхнюю поворотную часть суппорта на требуемый угол по образцу (по готовой детали). Для этого необходимо взять изготовлен- ную и проверенную де таль, установить, выверить и закрепить ее в трехкулачковом патроне. Установите и за крепите проходной резец.
Верхние салазки переместите в крайнее правое положение, а всю верхнюю поворотную часть суппорта поверните на угол, приблизительно ориентируясь при этом на параллельность образующей конуса направляющим верхних салазок. Резец 1 (рис. 1) подайте на деталь с таким расчетом, чтобы вершина его не дошла до конической поверхности на 0,3...0,5 мм. Переместите резец 1 ручной подачей вдоль образующей конуса 2 по линии А-А.
Если вершина резца 1 перемещается параллельно образующей конуса, поворот верхней части суппорта 3 сделан правильно. В противном случае повторите наладку станка.
2. Обтачивание и проверка обработанной конической поверхности
2.1. Обточите коническую поверхность детали предварительно.
Обточите коническую поверхность ручной подачей, вращая винт верхних салазок суппорта обеими руками почасовой стрелке (рис. 3).
2.2. Проверьте конусность по получаемым размерам.
При измерении диаметров оснований конуса штангенциркулем настройте станок для обработки конической поверхности.
Полученная разность диаметров оснований конуса должна равняться разности диаметров оснований конуса по чертежу при одинаковом расстоянии между диаметрами.
2.3. Проверьте конусность калибр-втулкой по меловым линиям.
Меловые линии а (три-четыре) наносите равномерно по всей конической поверхности параллельно оси конуса (рис. 4). Линии можно наносить карандашом.
Наденьте на коническую поверхность калибр-втулку III (рис. 5) и поверните ее на 1/3 - 1/2 часть оборота вперед (от себя) и назад (на себя) несколько раз. При точной конусности линии а должны стираться по всей длине образующей конуса 2 (рис. 6). В данном случае линии стерлись в правой части. Требуется верхнюю поворотную часть суппорта повернуть дополнительно от себя и снова обточить поверхность. Регулировать поворот верхней поворотной части суппорта следует до равномерного стирания каждой линии по всей ее длине.
|
Если нанесенные линии не стерлись в средней части конической поверхности, то это указывает на установку вершины резца выше или ниже линии центров станка. Образующая конуса получилась непрямолинейной.
 2.4. Проверьте угол конуса универсальным угломером.
2.4. Проверьте угол конуса универсальным угломером.
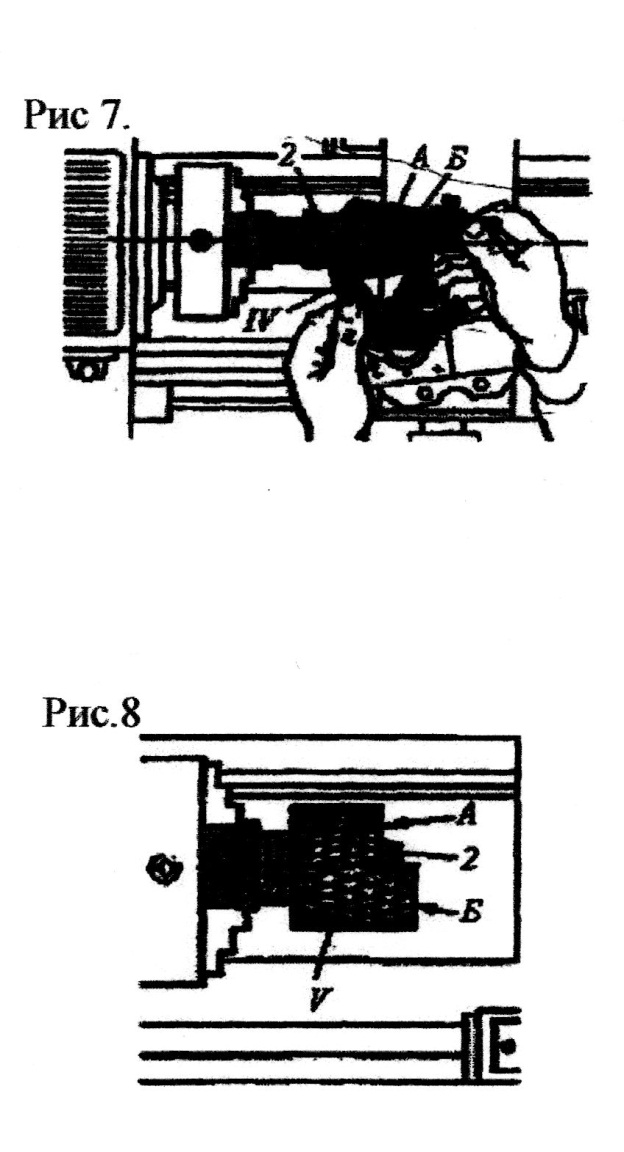
Универсальный угломер IV (рис.7) предварительно установите на требуемый угол конуса и по плотнеет прилегания мерительных поверхностей А и Б линеек к образующей конической поверхности детали 2 определите величину угла конуса. Линей угломера установите непосредственно по обрабатываемой детали, а затем по показанию на градуированной шкале определите величину полученного угла конуса.
2.5.0бточите коническую поверхность начисто.
Настройте станок на чистовой режим резания, установите и закрепите в резцедержателе чистовой проходной резец. При обтачивании ручной подачей следите за равномерным перемещением верхних салазок и получением требуемой шероховатости обрабатываем поверхности.
2.6. Проверьте коническую
поверхность (конус) по размерам.
Наденьте коническую калибр-втулку V (рис. 8) на коническую поверхность заготовки. При правильном выдерживании размеров конической поверхности торец заготовки 2 не должен выходить за пределы торцов А и Б уступа калибр-втулки.. Если торец 2 заготовки не доходит до торца А или выходит за торец " калибра, то в первом случае заготовку следует дополнительно обточить, а во втором - заготовка окажется с неисправимым дефектом.
Date: 2015-09-23; view: 1044; Нарушение авторских прав