Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Нарезание резьбы резьбонарезной головкой
|
|
 1.1. Резьбонарезная раскрывающаяся головка.
1.1. Резьбонарезная раскрывающаяся головка.
В серийном производстве для повышения производительности нарезания крепёжных резьб на автоматах, револьверных и болторезных станках широко применяют самораскрывающиеся резьбонарезные головки.
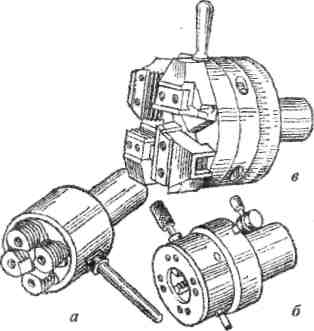
| Рис. 1. Самораскрывающиеся резьбонарезные головки |
|
В зависимости от расположения гребёнок различают следующие типы резьбонарезных головок: с радиальным расположением гребёнок (рис. 1, а), с тангенциальным расположением гребёнок (рис. 1, б) для менее точных резьб. По конструкции резьбонарезные головки могут быть с плоскими (призматическими) (рис. 1, а, б) и с круглыми (дисковыми) (рис. 1, в) гребенками.
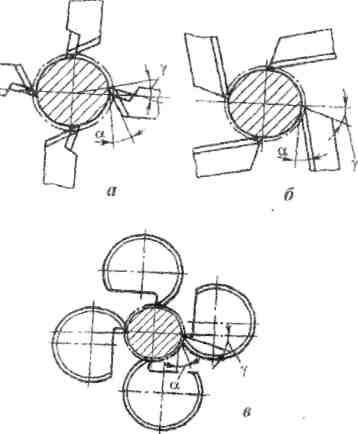
На рис. 2 приведены наиболее распространённые типы самораскрывающихся резьбонарезных головок для нарезания наружной резьбы: головка с радиальным расположением гребёнок (рис. 2, а, б), головка с плоскими гребенками, расположенными тангенциально (по касательной) к нарезаемой поверхности резьбы (рис, 2, в).
| Рис. 2. Типы резьбонарезных головок а - радиальная, б - тангенциальная, в - круглая 2 3 4 5 6 7 |
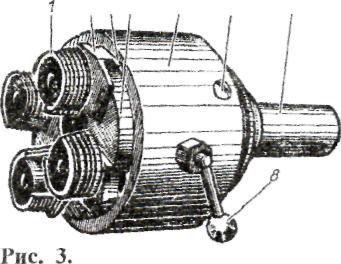 Резьбонарезная самораскрывающаяся головка (рис. 3) оснащена круглыми гребенками 7 с кольцевой нарезкой по профилю резьбы. Гребёнки установлены под углом подъёма резьбы и закреплены на специальных кулачках посредством винтов и двух венцовых звёздочек, которые позволяют выполнять точную круговую регулировку гребёнок по мере их переточки. Кулачки расположены в Т-образных радиальных пазах корпуса 4 и поджаты пружинами к спиральным участкам 3 нажимного кольца 5.
Резьбонарезная самораскрывающаяся головка (рис. 3) оснащена круглыми гребенками 7 с кольцевой нарезкой по профилю резьбы. Гребёнки установлены под углом подъёма резьбы и закреплены на специальных кулачках посредством винтов и двух венцовых звёздочек, которые позволяют выполнять точную круговую регулировку гребёнок по мере их переточки. Кулачки расположены в Т-образных радиальных пазах корпуса 4 и поджаты пружинами к спиральным участкам 3 нажимного кольца 5.
Благодаря этому головку можно регулировать в небольших пределах, поворачивая кольцо на некоторый угол винтами 6.
| Резьбонарезная головка |
1.2. Наладка станка для нарезания резьбы.
Установить и закрепить в трёхкулачковом патроне заготовку с обработанной наружной поверхностью под резьбу. Для облегчения захода резьбонарезной головки с торца заготовки должна быть обязательно снята фаска под углом 45°, ширина фаски зависит от диаметра и шага нарезаемой резьбы. Диаметр заготовки под резьбу определяется по таблице.
1.3. Настройка станка на режим нарезания резьбы резьбонарезной головкой.
Подобрать скорость резания. Скорость резания для резьбонарезных головок
 15...20 м/мин. Определить частоту вращения шпинделя (об/мин). Настроить станок. Продольная подача самозатягивающая и комбинированная.
15...20 м/мин. Определить частоту вращения шпинделя (об/мин). Настроить станок. Продольная подача самозатягивающая и комбинированная.
1.4. Нарезание резьбы резьбонарезной головкой.
Резьбонарезную головку закрепить за цилиндрический хвостовик 7 (рис. 3) в резьбонарезном выдвижном патроне. Переместить заднюю бабку к правому концу заготовки и закрепить с таким расчётом, чтобы ход головки в оправке был не менее нарезаемой резьбы.
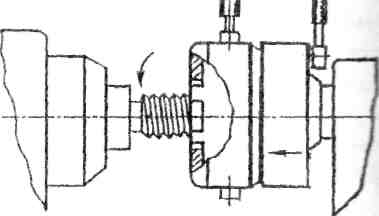
| Рис. 4. Схема нарезания резьбы |
Включить станок на прямое вращение шпинделя левой рукой и одновременно правой, вращая маховичок задней бабки по часовой
стрелке, подводить резьбонарезную головку к вращающейся заготовке (рис. 4).
Как только резьбонарезная головка начнёт самонавинчиваться на заготовку, прекратить принудительную подачу головки пинолью задней бабки. При нарезании резьбы внимательно следить за перемещением резьбовой головки.
Применять смазочно-охлаждающую жидкость: для стальных деталей - сульфофрезол (растительные и смешанные масла), для чугуна - эмульсии, для цветных металлов - керосин или смесь керосина с минеральным маслом.
|
В конце нарезания резьбы хвостовик и нажимное кольцо головки останавливаются, а корпус 4 (рис. 3) и гребенки, продолжая перемещаться за счёт самозатягивания, выдвигаются из нажимного кольца 5. При этом кулачки 2 под действием пружин своими скосами отодвигают нажимное кольцо вправо, и головка автоматически раскрывается. После возвращения головки в исходное положение её вновь приводят в рабочее состояние (закрывают) поворотом рукоятки 8.
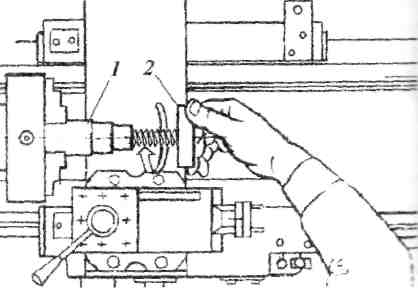
1.5. Контроль нарезанной резьбы.
| Рис.5 |
Калибр-кольцо 2 (рис. 5) плавно вращать правой рукой, навинчивая его на проверяемую резьбу заготовки 1. Кольцо со сплошной наружной накатанной (рифлёной) поверхностью, на котором стоит клеймо ПР, должно навинчиваться без усилий, а кольцо с канавкой
на наружной поверхности и клеймом НЕ, не должно навинчиваться более чем на 1-1 витка нарезаемой резьбы.
Date: 2015-09-23; view: 3229; Нарушение авторских прав