Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Черновое растачивание отверстий
|
|
1.1. Определить величину снимаемого слоя металла при черновом растачивании. Для этого необходимо определить по нормативам припуск под чистовое растачивание, затем определить диаметр отверстия после чернового растачивания: из диаметра окончательно обработанного отверстия детали вычесть припуск под чистовое растачивание. При этом припуск под черновое растачивание будет равен разности диаметров отверстий после чернового растачивания и исходного диаметра заготовки, делённого на два.
Пример. Отверстие заготовки диаметром 41 мм должно быть расточено до окончательного размера диаметра 45 мм. Припуск (по таблице нормативов) на чистовое растачивание равен 1,0 мм на диаметр 30...50 мм (справочник молодого токаря). Величина диаметра после чернового растачивания 45,0-1,0=44,0 мм. Припуск на черновое растачивание равен 44,0-41,0 = 3,0 мм.
1.2. Определить по нормативам режимов резания подачу, скорость резания и частоту вращения шпинделя (об/мин) для обработки отверстия по заданию.
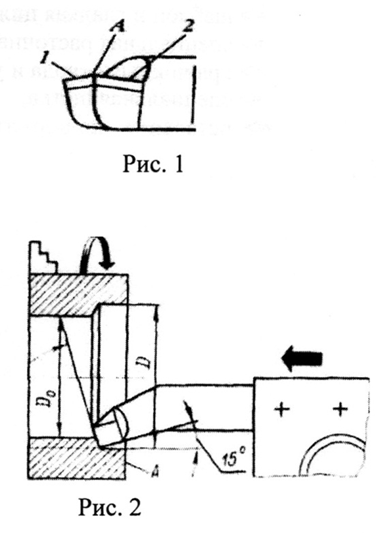 1.3. Подобрать расточный проходной резец. Расточный проходной резец (рис. 1) с пластинкой из твёрдого сплава по форме подобен обычному проходному отогнутому резцу. Вылет резца из резцедержателя должен быть больше, чем длина растачиваемого отверстия, на 5... 10 мм. На рис. 1 показана главная режущая кромка 1, вспомогательная 2, вершина А головки резца и стержень 3.
1.3. Подобрать расточный проходной резец. Расточный проходной резец (рис. 1) с пластинкой из твёрдого сплава по форме подобен обычному проходному отогнутому резцу. Вылет резца из резцедержателя должен быть больше, чем длина растачиваемого отверстия, на 5... 10 мм. На рис. 1 показана главная режущая кромка 1, вспомогательная 2, вершина А головки резца и стержень 3.
1.4. Установить и закрепить заготовку в 3-кулачковом патроне. Длина зажимной части заготовки в патроне должна составлять примерно 1/3 её общей длины, рекомендуемый вылет заготовки из кулачков не более 2...3-х диаметров изготавливаемой детали, а не заготовки.
1.5. Установить и закрепить расточной проходной резец. Вершиной А установить резец по оси центров, при этом ось его должна быть параллельна оси заготовки.
1.6. Настроить станок на назначенные режимы резания и установить резец в исходное рабочее положение. Исходным рабочим положением резца у, считается расположение головки резца от торца заготовки на расстоянии 5... 10 мм.
1.7. Установить резец по лимбу на требуемую глубину резания и снять пробную стружку. Коснуться вершиной резца А (рис. 2) поверхности отверстия до появления едва заметной черточки, вывести резец из отверстия.
Установить лимб поперечной подачи суппорта на нулевую отметку. Установить резец на требуемую глубину резания. Подвести резец до касания вершины А с торцовой поверхностью заготовки. Включить механическую подачу суппорта. При снятии пробной стружки расточить отверстие в заготовке на длину 3... 5 мм.
1.8. Проверить диаметр отверстия штангенциркулем с ценой деления по нониусу 0,05...0,1 мм. Если действительный размер отверстия не равен заданному,
вторично снять пробную стружку и так повторять до получения требуемого диаметра отверстия.
 1.9. Расточить отверстие окончательно. Ввести резец в отверстие и включить продольное врезание резцом вручную, потом включить механическую подачу и расточить отверстие на всю длину. После растачивания отверстия выключить механизм подачи. Переместить резец к оси заготовки (от себя) вручную. Вывести резец из отверстия и вторично проверить расточенный диаметр (рис. 2).
1.9. Расточить отверстие окончательно. Ввести резец в отверстие и включить продольное врезание резцом вручную, потом включить механическую подачу и расточить отверстие на всю длину. После растачивания отверстия выключить механизм подачи. Переместить резец к оси заготовки (от себя) вручную. Вывести резец из отверстия и вторично проверить расточенный диаметр (рис. 2).
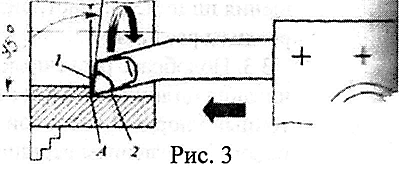
1.10. Расточить отверстие расточным упорным резцом. Резец установить так же, как и расточный проходной. Резец имеет главную
режущую кромку 1 (рис. 3), вспомогательную 2, вершину А, главный угол в плане равен 95°, Процесс растачивания производится согласно п. 1.7.
Date: 2015-09-23; view: 2940; Нарушение авторских прав