Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Зенкерование отверстий
|
|
 3.1. Установить заготовку в 3-кулачковом патроне с минимальным вылетом и сверлить отверстие диаметром, равным диаметру будущего отверстия минус припуск под зенкерование.
3.1. Установить заготовку в 3-кулачковом патроне с минимальным вылетом и сверлить отверстие диаметром, равным диаметру будущего отверстия минус припуск под зенкерование.
3.2. Подобрать подачу, скорость резания и определить частоту вращения шпинделя при зенкеровании. Установить на станке требуемую частоту вращения шпинделя на заданную величину подачи, подобрать смазочно-охлаждающую кость.
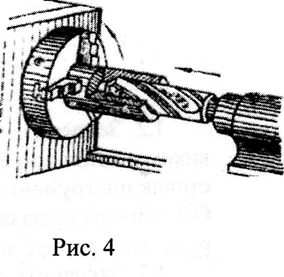
3.3. Зенкеровать отверстие. Зенкер (рис. 4) подавать равномерно, вращая маховичок задней бабки по часовой стрелке вручную. Не выводить зенкер из отверстия при обратном вращении шпинделя во избежание задира поверхности отверстия. Для удаления из канавок зенкера стружки используется специальный крючок или щётка.
3.4. Проверить размер обработанного отверстия штангенциркулем или калибр-пробкой.
3.5. Зенкеровать отверстие в поковке или литой заготовке. Отверстия в поковке или литой заготовке обычно расположены не концентрично, поэтому для направления зенкера их нужно предварительно расточить на небольшую длину (10... 15 мм), а затем отзенкеровать начисто.
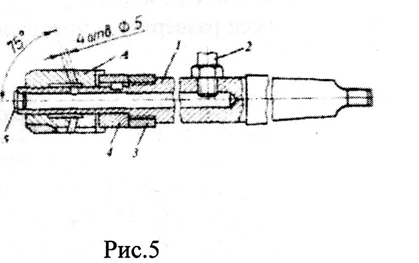 3.6. Зенкеровать отверстия большого диаметра насадным зенкером. Зенкерование отверстия большого диаметра выполняется насадным зенкером А (рис. 5), оснащённым пластинками из твёрдого сплава с применением смазочно-охлаждающей жидкости. Зенкер А насаживается на оправку 1 с коническим хвостовиком до сцепления своими торцовыми кулачками с кулачками подвижной втулки 4. Подвод к зубьям зенкера смазочно-охлаждающей жидкости осуществляется по трубке 2, большому отверстию оправки, закрытому заглушкой 5, и четырём отверстиям самого зенкера. Съём зенкера с оправки производится вращением гайки 3.
3.6. Зенкеровать отверстия большого диаметра насадным зенкером. Зенкерование отверстия большого диаметра выполняется насадным зенкером А (рис. 5), оснащённым пластинками из твёрдого сплава с применением смазочно-охлаждающей жидкости. Зенкер А насаживается на оправку 1 с коническим хвостовиком до сцепления своими торцовыми кулачками с кулачками подвижной втулки 4. Подвод к зубьям зенкера смазочно-охлаждающей жидкости осуществляется по трубке 2, большому отверстию оправки, закрытому заглушкой 5, и четырём отверстиям самого зенкера. Съём зенкера с оправки производится вращением гайки 3.
4. Развёртывание отверстий
4.1. Развёртывание сквозного отверстия.
 Установить и закрепить заготовку в 3-кулачковом патроне. Заготовку 1 (рис. 6) установить с наименьшим биением. При заилении заготовки с обточенными поверхностями используются сырые кулачки или специальные разрезные втулки.
Установить и закрепить заготовку в 3-кулачковом патроне. Заготовку 1 (рис. 6) установить с наименьшим биением. При заилении заготовки с обточенными поверхностями используются сырые кулачки или специальные разрезные втулки.
4.2. Расточить отверстие под развёртывание.
Диаметр отверстия под развёртывание

определить вычитанием из окончательного размера отверстия припуска на диаметр под развёртывание.
 Пример. Припуск под развёртывание (черновое и чистовое) для отверстия диаметром 025±0,045 мм равен 0,20 мм (0,14 мм - на черновое развёртывание, 0,06 мм - на чистовое). Следовательно, диаметр отверстия под развёртывание равен 25 - 0,20 = 24,8 мм.
Пример. Припуск под развёртывание (черновое и чистовое) для отверстия диаметром 025±0,045 мм равен 0,20 мм (0,14 мм - на черновое развёртывание, 0,06 мм - на чистовое). Следовательно, диаметр отверстия под развёртывание равен 25 - 0,20 = 24,8 мм.
4.3. Назначить режимы резания для чернового и чистового развёртывания.
Скорость резания, подачу и смазочно-охлаждающую жидкость подобрать по таблицам нормативов. Настроить станок для чернового и чистового развёртывания.
4.4. Строго выполнять условия безопасных приёмов труда на станке.
4.5. Подобрать и установить черновую развёртку.
Установить развёртку 2 в качающийся патрон 4, закреплённый в коническом отверстии пиноли задней бабки. Переместить заднюю бабку к передней и закрепить в юном для работы положении.
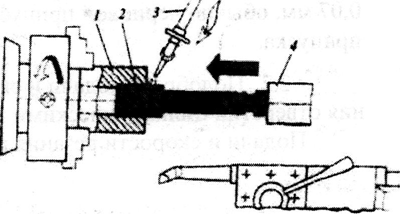
4.6. Предварительно развернуть отверстие (рис. 7). Развёртку 2 (рис. 6) подать вручную, вращая маховичок задней бабки 4 по часовой стрелке. Смазочно- охлаждающая жидкость должна поступать на рабочую часть развёртки и в отверстие непрерывной струёй по регулируемому соплу 3 насоса. После выхода половины рабочей части развёртки с противоположного торца детали вывести развёртку из отверстия.
4.7. Согласно п. 1.1 подобрать и установить чистовую развёртку.
4.8.Окончательное развёртывание отверстия произвести согласно п. 4.6.
4.9.Проверить диаметр окончательно развернутого отверстия заготовки 1 калибр-пробкой I (рис. 8, 9).
При контроле калибр-пробку надо как бы ввинчивать в отверстие или вывинчивать из него при съёме без особых усилий. Проходная пробка А (ПР) должна проходить в отверстие, а непроходная пробка Б (НЕ) - не проходить.
4.10. Развёртывание отверстия комбинированной развёрткой.
Комбинированная развёртка обрабатывает отверстие за один рабочий ход: черновое развёртывание рабочей частью 1 (рис. 10), чистовое - рабочей частью 2 Сочетание в одном инструменте чистовой и черновой развёртки способствует повышению производительности труда.
Развёртывание комбинированной развёрткой производится согласно п. 4.6.
4.11. Развёртывание отверстия насадной развёрткой.
По конструкции, способу подвода смазочно-охлаждающей жидкости непосредственно к зубьям насадная развёртка подобна насадному зенкеру.
Развёртывание отверстия насадной развёрткой производится согласно п. 3.3.
Date: 2015-09-23; view: 1294; Нарушение авторских прав