Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Оснащение урока
|
|
=> Станок модели 16К20 или 1К62;
=> заготовки (соответствующие чертежу);
=> машинная развёртка;
=> зенкер;
специальная втулка с коническим отверстием под конус хвостовика развёртки;
=> качающаяся оправка;
=> расточной резец;
=> штангенциркуль с ценой деления по нониусу 0,05...0,1мм;
=> калибр-пробка под требуемый диаметр отверстия;
=> крючок для удаления стружки;
=> щётка.
1. Установка зенкеров и развёрток на токарном станке
1.1. Подобрать зенкер и развёртку в зависимости от диаметра отверстия. Если зенкер предназначен для предварительной обработки отверстия после сверления под развёртывание, то диаметр его должен быть меньше номинального диаметра отверстие на величину припуска под развёртывание.
Если зенкер предназначен для окончательной обработки отверстия, диаметр его выбирается с учётом допуска и величины разбивки отверстия. Так, например, для окончательной обработки отверстия диаметром 35 мм диаметр зенкера равен 34,75 мм.
Виды зенкеров: хвостовой, насадной, насадной сборный (рис. 1).

Диаметр развёртки для предварительного развёртывания назначается с учётом припуска на окончательное развёртывание и величину разбивки. Диаметр развёртки для окончательного развёртывания берётся с учётом допуска и величины разбивки отверстия.
Припуски на развёртывание и величина разбивки отверстия в зависимости от диаметра выбираются по таблицам нормативов, развёртки выбираются по квалитетам точности обрабатываемого отверстия.
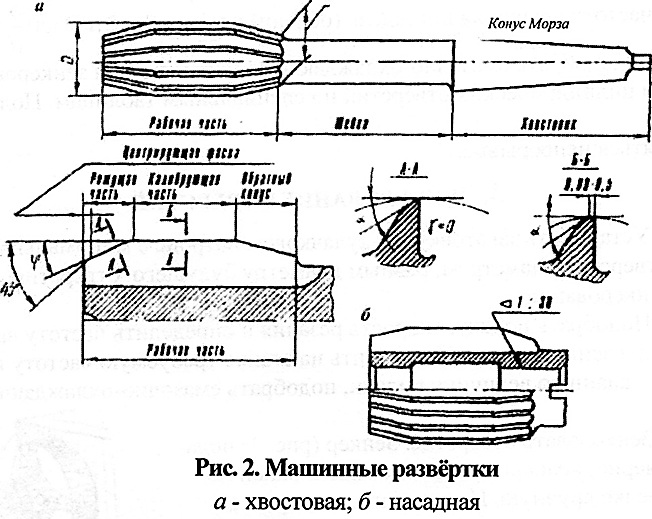 Машинные развёртки: хвостовая, насадная (рис. 2).
Машинные развёртки: хвостовая, насадная (рис. 2).
1.2. Закрепить зенкер в пиноли задней бабки. Зенкер нужно вставить хвостовиком в коническое отверстие пиноли задней бабки, предварительно протерев хвостовик инструмента и отверстия пиноли задней бабки обтирочным материалом. Ось зенкера паша совпадать с осью отверстия детали. При несовпадении осей переместить корпус задней бабки на себя или от себя.
1.3. Закрепить развёртку в качающемся патроне. Качающийся патрон 1 (рис. 3) коническим хвостовиком 4 установить в коническое отверстие пиноли 5, предварительно протерев хвостовик патрона и отверстие пиноли обтирочным материалом.
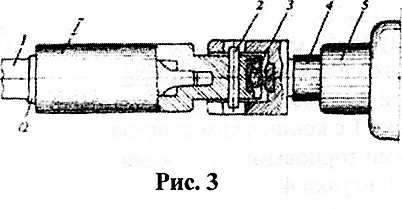
Установить в коническое отверстие патрона развёртку 1 коническим хвостовиком а. Свободно сидящий в отверстии штифт 2 и шарик 3 обеспечивают совпадение осей развёртки и предварительно обработанного отверстия.
Date: 2015-09-23; view: 966; Нарушение авторских прав