Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Обработка черновых заготовок
|
|
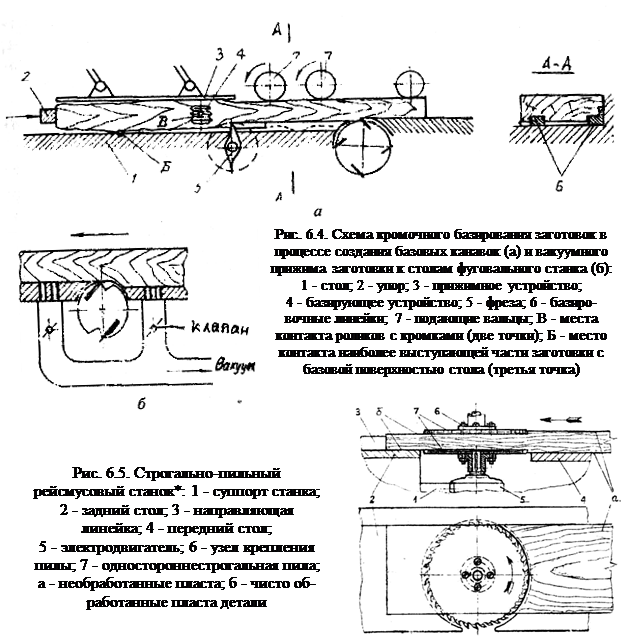
Фугование мебельных заготовок производится также, как и столярно-строительных, на фуговальных станках с ручной либо механической подачей роликовым автоподатчиком, либо, лучше – конвейерным механизмом, на цепи которого установлены прижимные подпружиненные пальцы или собачки, либо ещё лучше — торцовой подачей с кромочным и многополосковым базированием (рис. 6.4, а) или торцовой подачей с вакуумным прижимом (рис. 6.4, б). Скорость подачи фуговального станка и, м/мин при частоте вращения ножевого вала п об/мин, подаче на один резец uz мм при их количестве на валу z определяют по формуле

Скорости подачи на один резец uz находят по формуле расчета длины волны L, мм, при её радиусе R, мм, и высоте h мм, принимаемой по допустимым нормам шероховатости.
 Производительность станка за время Т мин/смену, скорости подачи и м/мин, коэффициенте использовании рабочего времени кр (при ручной подаче 0,8...0,93, при механической 0,85...0,9), машинного времени км (при ручной подаче 0,5...0,7 для l = 0,5 м и 0,8..0,9 м для l = 2 м; при механической 0,8 для l = 0,5.. 1 м и 0,9 для l = 1...2 м); скольжения заготовки кс (при ручной и подаче упорами I, при вальцовой 0,9), числе одновременно пропускаемых заготовок i, их длине l м, среднем числе проходов m (при ручной подаче 2) и числе последовательно обрабатываемых сторон с (1-при одновременно обрабатываемой пласти и кромки) определяется по формуле
Производительность станка за время Т мин/смену, скорости подачи и м/мин, коэффициенте использовании рабочего времени кр (при ручной подаче 0,8...0,93, при механической 0,85...0,9), машинного времени км (при ручной подаче 0,5...0,7 для l = 0,5 м и 0,8..0,9 м для l = 2 м; при механической 0,8 для l = 0,5.. 1 м и 0,9 для l = 1...2 м); скольжения заготовки кс (при ручной и подаче упорами I, при вальцовой 0,9), числе одновременно пропускаемых заготовок i, их длине l м, среднем числе проходов m (при ручной подаче 2) и числе последовательно обрабатываемых сторон с (1-при одновременно обрабатываемой пласти и кромки) определяется по формуле

Формирование сечения заготовок, например, обработка в размер по толщине и получение второй пласти, параллельной первой, производится на рейсмусовых станках типа СРЗ-7, СР6-У, СР8-1, СР12-2, позволяющих обрабатывать детали и щиты шириной 315, 630, 800 и 1250 мм, толщиной 4...200 мм. Они оборудованы механизмами подачи с регулируемой скоростью в пределах 5...30 м/мин и секционным рифлёным передним валиком для одновременной обработки разнотолщинных заготовок. Для обработки одновременно двух параллельных пластей применяют двухсторонние рейсмусовые станки С2Р8-2, С2Р12-2).
Весьма перспективной является новая, предлагаемая И.М. Меркушевым, схема формирования базовой плоскости торцово-строгальной пилой, обеспечивающая чистую строганую поверхность с непрямолинейностью менее 0,15 мм на длине 1000 мм и полностью предотвращающая широко распространенные дефекты фугования - волнистость поверхности и приторце- вые вырывы при базировании детали вогнустью вниз. Такая схема может быть использована для чистого калибрования досок по толщине (рис. 6.5)*.
Для обработки пиломатериалов с четырёх сторон с фигурным профилированием кромок в фальц, гребень, паз, калёвку... используют четырёхсторонние продольно-фрезерные станки с механической подачей в пределах 6..12 м/мин с максимальной шириной 100 и 160 мм (для станков лёгкого и среднего типов С10—3, С16-4А) и 250 мм (тяжёлого типа С25-1А, С25-2А, С26-2М) толщиной соответственно до 51, 80 и 125 мм. Производительность этих станков Ц штук в смену, подсчитывают по формуле

Обслуживают стенки двое рабочих: основной и подсобный.
 |
Чистовое торцевание – это завершающая операция по обработке пиленых (черновых) заготовок, после которой получающаяся чистовая заготовка имеет окончательные, заданные чертежом размеры по сечению и длине детали. Одновременное торцевание обоих концов заготовок под прямым углом выполняется на концеравнителях Ц2К-12 (с расстоянием между пилами 200... 1200 мм) и Ц2К-20 (200...2000 мм) с цепной подачей со скоростью 5; 7,5; 10 и 15 м/мин (возможен наклон пильных дисков на угол до 6°). Суппортные торцовочные станки с механизированной подачей ЦПА-40 позволяют торцевать под любым углом. Станки с ручной подачей обслуживает один рабочий, а с механической – два. Производительность двухпильных концеравнителей П, заготовок в смену, при скорости подачи транспортных цепей и м/мин, числе заготовок, укладываемых к одной паре упоров i, коэффициентах использования рабочего и машинного времени кр (0,9) и км (0,6...0,9) и расстоянием между упорами цепи в направлении подачи L (0,22м при шаге цепи 110 мм) определяется по формуле

Скорость подачи в зависимости от подачи на один зуб иг, (0,1; 0,15; 0,35; 0,75 и 1,1 соответствующей шероховатости поверхности Ятилх =100, 200, 320, 500 и 800 мкм), частоте вращения п об/мин и числе зубьев z(72, 96, 120) определяется по формуле 6.5.
Производительность круглопильного станка с кареткой и ручной подачей П, штук в смену, при числе i одновременно торцуемых заготовок длиной /, кратности их по длине т, составляет

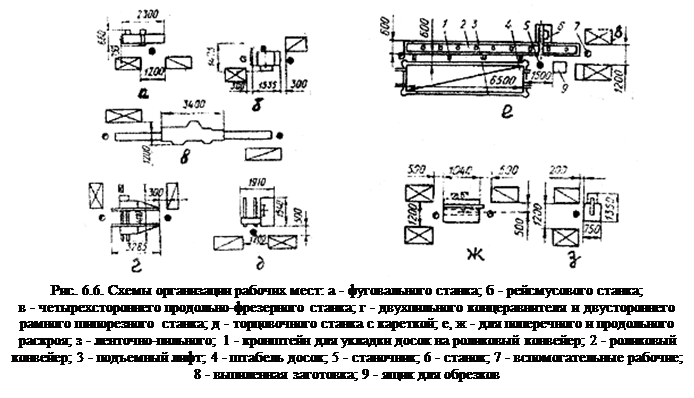
Организация потоков обработки черновых заготовок зависит от масштабов производства и базируется на четырёх вариантах их обработки:
1. На отдельных станках общего назначения (варианты организации рабочих мест у отдельных станков показаны на рис. 6.6).
2. На установленных в потоке (в порядке выполнения отдельных операций) станках общего назначения; (заготовки перемещаются от одного рабочего места к соседнему партиями).
3. На станках общего назначения, объединённых в полуавтоматическую линию (заготовки перемещаются от станка к станку поштучно.
4. На автоматических линиях, в состав которых входит специализированное оборудование. Автоматическая линия МОБ-2 для обработки брусковых мебельных заготовок показана на рис. 6.7. Пакет черновых заготовок устанавливается на напольный конвейер 1, с которого они падают в бункер 10, откуда элеватором 2 поштучно подаются на продольный конвейер 3. Упоры последнего подают заготовки на передний стол 4 фуговально-фрезерного агрегата 5 с кромочным базированием. Обработанная с четырёх сторон заготовка передаётся на торцовочно-шипорезный агрегат, где пилы 6 её торцуют, а шипорезные головки 7 нарезают шипы или проушины. Обработанные в размер заготовки поступают на укладчик 8, откуда накопленный пакет чистовых заготовок сталкивается на роликовый конвейер 9.
 |
Date: 2015-08-15; view: 1549; Нарушение авторских прав