Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Взаимозаменяемость деталей
|
|
Взаимозаменяемость деталей требует точности, исключающей необходимость подгонки
деталей при сборке и обеспечивающей необходимую прочность изделия.
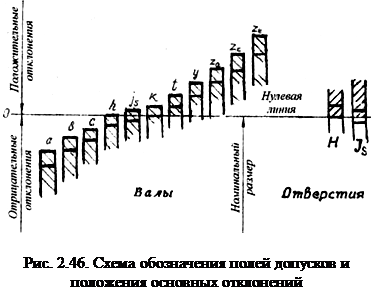
Необходимая точность изготовления взаимозаменяемых деталей задаётся конструктором в соответствии с ГОСТ 6449-82*. Допуски для: 1 – линейных размеров; 2 – углов; 3 – формы и расположения поверхностей; 4 – расположения осей отверстий и 5 – неуказанных предельных отклонений. Различают верхнее предельное отклонение – как разность между наибольшим предельным и номинальным размерами и нижнее – между наименьшим предельным и номинальным размерами, а разность между ними называется допуском. Поле, ограниченное верхним и нижним отклонениями, называется полем допуска. Совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров, называется квалитетом. ГОСТ 6449-82* устанавливает 9 квалитетов (№ 10-18), 26 интервалов номинальных размеров, 2 основных отклонения "отверстий" (Н и Js) и 11 полей допуска "вала" (а, b, с, h, j5, k, t, у, za, zc, zc). Подвижное и неподвижное соединения деталей обеспечиваются посадкой с зазором, (когда "вал" меньше "отверстия") или с натягом, (когда "вал" больше "отверстия") (рис. 2.46).
В обозначение посадки входит номинальный размер, общий для обоих сопрягаемых элементов, за которым следует обозначение поля допуска для каждого элемента, начиная с "отверстия". Допуск на сопрягаемые линейные размеры ITK, мм, определяют по номинальным размерам и квалитетам. Для размера Д <500 мм применяют квалитеты: 11-12 – для составных частей музыкальных инструментов, шиповых элементов мебельных изделий; 12-13 – столярно-строительных; 14-15 – для менее ответственных строительных изделий; 16-18 – для несопрягаемых линейных размеров. Для деталей свыше 500 мм назначают более точные квалитеты, предшествующие указанным выше. Каждому квалитету (К) соответствует свой числовой коэффициент (а)*, используемый в формулах для расчёта допуска:
Таблица 2.15
| При К = | |||||||||
| а = | 0,064 | 0,10 | 0,16 | 0,25 | 0,40 | 0,64 | 1,0 | 1,6 | 2,5 * |

Условия обеспечения взаимозаменяемости деталей:
- Высокое качество сушки древесных материалов до соответствующей эксплуатационной влажности.
-  Поддержание температуры и влажности воздуха в производственных помещениях в равновесии с требуемой эксплуатационной конечной влажностью древесины.
Поддержание температуры и влажности воздуха в производственных помещениях в равновесии с требуемой эксплуатационной конечной влажностью древесины.
- Обработка деталей на настроенных станках и линиях повышенной и средней точности.
- Контроль точности обработки по предельным калибрам-пробкам (для "отверстия"), калибрам-скобам (для "вала") и калибрам-уступомерам (для контроля высоты ступеньки между двумя сдвинутыми плоскостями) (рис. 2.47 и 2.48). Размер считается правильным, если "проходная" сторона калибра проходит, а "непроходная" сторона не проходит в деталь, т.к. разность контролирующих размеров калибра точно равна нормированным допустимым пределам отклонения фактического размера детали от заданного. Калибры следует надвигать на деталь без перекоса и усилия, во избежание смятия древесины.
Date: 2015-08-15; view: 896; Нарушение авторских прав