Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Параметры резания
|
|
Скорость перемещения режущей кромки резца относительно обрабатываемой древесины называется скоростью резания V (м/с). При поступательном движении резца на пути L(u) за время Т(с) она определяется по формуле

При вращательном движении резца с диаметром окружности лезвий D (мм) и частотой их вращения п (об/мин) скорость резания определяют по формуле

Перемещение материала относительно вращающегося резца за один его оборот называется подачей, а подачу для снятия одной стружки называют подачей на 1 резец Uz (мм). Скорость перемещения вращающегося инструмента относительно обрабатываемого материала или материала относительно инструмента для снятия новых стружек называют скоростьюподачи U (м/мин). При количестве резцов на окружности вращения, участвующих в резании z скорость подачи определяют по формуле

Для кругло- и ленточнопильных станков с шагом зубьев пил t, мм и скорости резания V, м/с скорость подачи

Сила резания – это усилие, прилагаемое к резцу для преодоления всех сопротивлений при его движении Р (Н). Усилие сопротивления резанию, приходящееся на 1 мм2 площади поперечного сечения срезаемой стружки шириной в мм и толщиной h мм, называется удельным сопротивлением резанию К, Н/мм2

Работа, затрачиваемая на превращение 1 см3 древесины в стружку, называется удельной работой резания К (Дж/см3, численно равна Н/мм2).
Мощность резания N, Вт, – энергия, затрачиваемая на превращение в стружку объёма древесины, снимаемого в 1 секунду q, см3/с

На величину удельной работы резания К влияют многие факторы: порода древесины (при угле резания в торец δ = 45° для сосны К = 1,75 Дж/см3, для берёзы 2,85, для дуба 3,15 Дж/см3); влажность древесины (при резании вдоль и поперёк волокон более сухой древесины К несколько снижается); толщина снимаемой стружки (с её увеличением К снижается); направление резания (максимальная мощность затрачивается при резании в торец, минимальная при поперечном резании); величина угла резания (при изменении его от 45° до 90° К возрастает почти в два раза); скорость резания (при её увеличении от 30 до 50 м/с К уменьшается, дальнейшее увеличение скорости резания ведёт к увеличению расхода энергии резания); степень затупления резца (при истирании, выкрашивании лезвия К возрастает); число действующих резцов (зубьев пил, ножей в ножевой головке) (уменьшение резцов приводит к утолщению стружки и снижению удельной работы резания).
Пилы

Рамные пилы – это многорезцовый стальной инструмент в виде тонкого узкого длинного полотна, на одной продольной кромке которого насечены зубья с шагом (расстоянием между вершинами соседних зубьев) t и высотой их (кратчайшим расстоянием между линиями, ограничивающими вершины и впадины зубьев) h. Характеристика рамных пил и правила их подготовки и установки даны в разделе "Оборудование лесопильного цеха".
Круглые пилы (рис. 2.4) представляют собой тонкий стальной зубчатый плоский диск (а), либо конический (б) для ребрового деления древесины по толщине с уменьшением потерь в опилки, либо с поднутрением боковых поверхностей (в) (строгальные пилы) для чистовой распиловки. Применяются также безопасные пилы (рис. 2.5) с небольшим количеством зубьев, предупреждающие обратный выброс из станка материала, и пилы с пластинками из твёрдых сплавов на кончиках зубьев (рис. 2.6), обладающие высокой износостойкостью, для распиловки древесных плит, фанеры клееной и цельной древесины, цементно-стружечных и др. плит. Различают пилы для продольного пиления (рис. 2.7, а, б) с высотой зубьев h (0,45...0,5)* t и для поперечного пиления (в, г) с h = (0,6...0,9)*t. Радиус дна впадин r = (0,15...0,2) t; шаг зубьев

Угловые элементы зубьев (задний угол, угол заострения и передний – α / β / γ) согласно ГОСТ 980-80* у пил для продольного пиления исполнения 1 – 15/ 40/ 35°, исполнения 2 – 30/ 40/ 20°; у пил для поперечного пиления исполнения 1 – 50/ 40/ 0°, а исполнения 2 – 65/ 50/ - 25°. Отсюда видно, что для продольного пиления применяют зубья с углом резания δ = α + β < 90, а для поперечного 90° и больше. Строгальными пилами распиливают древесину в любом направлении. Минимальный диаметр круглых пил D (мм) в зависимости от толщины распиливаемого материала Н (мм), расстояния от оси пильного вала до плоскости стола а (мм), радиуса зажимных шайб R1 (мм) и минимального выхода пилы из пропила С = (5...10 мм) определяется: для станков с нижним расположением пильного вала по формуле

для станков с верхним расположением вала по формуле

 Оптимальная скорость резания круглыми пилами 40...60 м/с.
Оптимальная скорость резания круглыми пилами 40...60 м/с.
Ленточные пилы делятся на пилы для продольного пиления брёвен и брусьев, столярные и делительные. Первые имеют ширину полотна 230...280 мм и толщину 1,4...2 мм (градация 0,2 мм) (рис. 2.8, а). Столярные пилы испо льзуют при выпиловке криволинейных заготовок и деталей, поэтому они имеют небольшую ширину полотна В = 10...60 мм и малую толщину S = 0,6...0,9 мм (рис. 2.8, б). Делительные пилы для распиловки досок имеют широкое полотно (85...175) мм и толщину 0,9...1,2 мм (рис. 2.8, в). Зубья профиля 1 предназначены для распиловки древесины твёрдых пород, а профиля 2 – мягких. Бесконечное пильное полотно получают спаиванием его концов внахлёстку или встык. Длина ленты L зависит от диаметра шкивов D, расстояния между их осями l, припуска на пайку пилы с

Зазор между полотном пилы и боковыми стенками пропила, обеспечивающий свободное его перемещение в пропиле и предотвращающий его перегрев от трения, создают разводом зубьев пил вправо-влево через зуб на 0,3...0,5 мм в каждую сторону, либо плющением зубьев в обе стороны. Меньшие их значения – для распиловки твёрдых лиственных пород и мёрзлой древесины, большие – для мягких лиственных и хвойных пород. У пил с пластинками из твёрдого сплава предусматривают их симметричные свесы относительно диска пилы. Заточка пил производится на заточных станках-автоматах путём снятия за 1 проход до 0,05 мм слоя металла по 3...4 раза. Для увеличения поперечной жёсткости широких ленточных и круглых пил, центральную их часть вальцуют либо проковывают и правят специальными пилоправными молотками на наковальне, проверяя просвет между линейкой, прикладываемой к диску либо к полотну, и центральной их частью.
Ножи
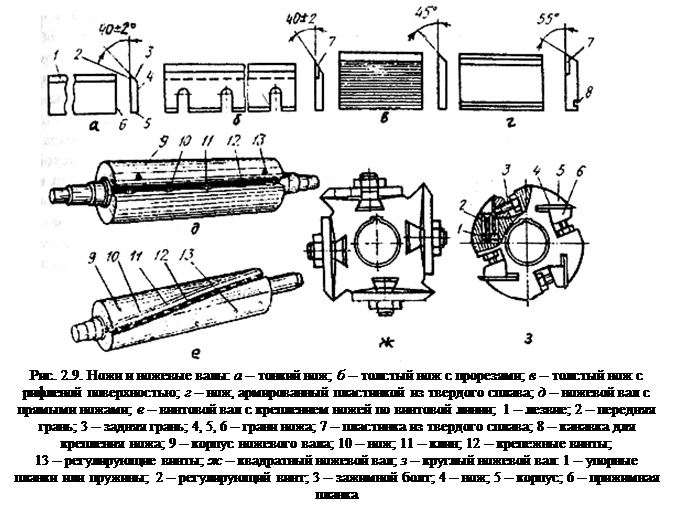 |
Для обработки древесины на продольно-фрезерных станках (фуговальных, рейсмусовых, четырёхсторонних и др.) применяют плоские ножи с прямолинейной режущей кромкой (рис. 2.9) - тонкие однослойные 3 х (25...40) х (30...1610) мм и толстые двухслойные ножи 10 х (20...25) х (40...310) мм. Угол заострения 40±2°, (для мягких лиственных и хвойных пород он может составлять 30...35°). Установка плоских ножей в круглой ножевой головке показана на рис. 2.10. Противоположно устанавливаемые ножи должны иметь одинаковую массу. Плоскости ножей шлифуют; на них не допускаются раковины, зазубрины и заусенцы.
Фрезы
Фрезы представляют собой цельнометаллический кор- пус, на котором сформированы режущие зубья. По способу крепления фрезы бывают насадные, (цельные, составные, сборные и комбинированные (рис. 2.11, а, б, в, г), закрепляемые на шпинделе станка затяжной гайкой с промежуточными кольцами, и концевые со специальными хвостовиками для крепления их в шпинделях станков (д). Фрезами производят плоскую и профильную обработку поверхностей, выбирают гнёзда и пазы. По сравнению с плоскими ножами фрезы обладают большей устойчивостью резцов и неизменностью профиля, требуют меньше времени на смену резцов, позволяют применять более высокие скорости резания и подачи. У насадных фрез передний угол γ = 25... 15°, задний α = 10°. Их затачивают на заточных станках чашечными и тарельчатыми шлифовальными кругами.
Широко применяют фрезы с пластинками из твёрдых сплавов, для ящичных шипов, проушин и т. п. (рис. 2.11, е, ж).
Свёрла
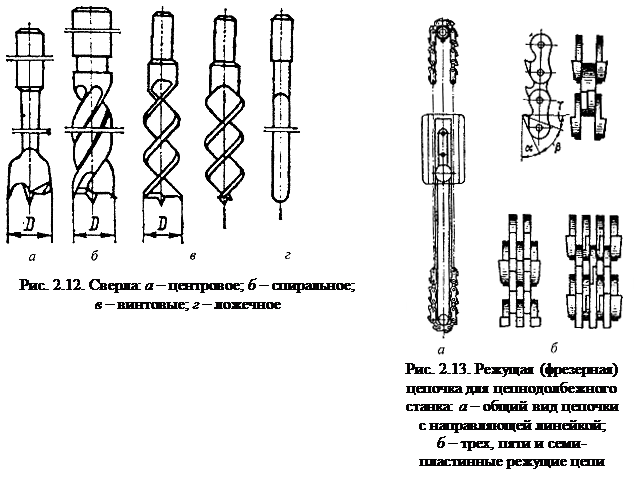
Центровые свёрла (рис. 2.12, а) используют для сверления поперёк волокон неглубоких отверстий диаметром (10...60):2 мм; спиральные с подрезателями (б) – для сверления поперёк
волокон глубоких отверстий диаметром (1...20): 1 мм; винтовые (в) – для сверления как вдоль, так и поперёк глубоких отверстий диаметром (20...30): 1 и (32...50):2 мм; ложечные (г) – для сверления глубоких отверстий вдоль волокон; полые цилиндрические – для высверливания сквозных
отверстий и выпиливания деревянных пробок. Свёрла затачивают либо вручную напильниками, либо шлифовальными кругами на станках. Для их крепления на сверлильных станках применяют специальные патроны.
Date: 2015-08-15; view: 1060; Нарушение авторских прав