Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Контроль размеров детали при обработке на данном станке
|
|
Одними из главных задач, которые стоят перед любым производством для обеспечения конкурентоспособности продукции, являются увеличение производительности, уменьшение себестоимости, высокое качество изготавливаемых изделий и исключение брака в процессе производства. Для этого требуются модернизация и автоматизация производства, максимальное исключение человеческого фактора. Таким образом, машиностроительные предприятия оснащаются современными станками с ЧПУ, высокопроизводительной оснасткой. В настоящее время использование станков с ЧПУ актуально для любого типа производства. Но для получения высокой отдачи дорогостоящего оборудования необходимо использовать все его технологические возможности. Это не только усовершенствование технологических процессов производства, использование высокопроизводительного режущего инструмента, но и своевременное обнаружение отклонений размеров благодаря применению измерительных устройств непосредственно на станках.
Для автоматического установления рабочей системы координат и измерения размеров деталей на станки с ЧПУ устанавливается специальная система, состоящая из измерительного щупа, который крепится в шпинделе аналогично инструменту и инфракрасным датчикам, «висящим» на корпусе внутри рабочей зоны. Оператор станка может подвести щуп к детали, по определенной команде он коснется поверхности и определит ее координаты. Можно, например, автоматически измерить диаметр обработанного отверстия и найти его центр. Инфракрасные датчики работают как приемник – они получают сигнал от щупа в момент его касания с поверхностью детали и передают его в систему управления.
В процессе токарной обработки материалов следует контролировать как линейные, так и диаметральные размеры детали. При черновой и чистовой обработке наиболее часто используются штангенциркуль. Для контроля диаметральных размеров при чистовой обработке так же используется микрометр и мерные скобы.
Для измерения круглости, соосности, радиального биения, торцевого биения на магнитном штативе устанавливается индикаторная головка.
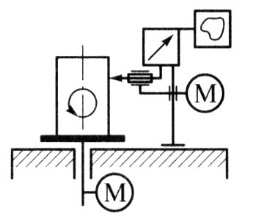
Рисунок 13 – Схема измерения круглости, соосности, радиального биения
Штангенциркуль - инструмент для измерения диаметра валов и отверстий, а так же линейных размеров изделий и глубины отверстий. Точность измерений достигает 0,1 миллиметра.
Микрометр - измерительный инструмент предназначенный для точного (до 0,01 мм) измерения линейных размеров.
Нутромер - инструмент для измерения внутреннего диаметра или расстояния между двумя поверхностями.
Угломер - инструмент, предназначенный для измерения геометрических углов в различных конструкциях, в деталях и между поверхностями.
Профилометр - прибор, предназначенный для измерения неровностей поверхности.
В условиях серийного производства и при массовом выпуске, когда на заводе ежедневно вынуждены измерять детали по одному и тому же размеру, широко применяются измерительные инструменты жесткой конструкции - предельные калибры.
Date: 2015-08-06; view: 1338; Нарушение авторских прав