Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Схема обработки детали, типичный цикл обработки детали
|
|
Токарно-карусельные станки предназначены для обработки разнообразных по форме деталей, у которых диаметр намного больше длины - заготовки тяжелых зубчатых колес, маховиков и других деталей типа дисков. На токарно-карусельных станках точат и растачивают соответственно наружные и внутренние цилиндрические, конические фасонные поверхности; сверлят, зенкеруют, развертывают центральные отверстия; резьбовыми резцами нарезают резьбу; точат плоские торцы и обрабатывают фаски, канавки, галтели и подобные поверхности. На токарно-карусельных станках дополнительно могут быть установлены специальные фрезерные или шлифовальные устройства, позволяющие фрезеровать и шлифовать плоскости.
Конструкция станков позволяет вести многоинструментальную обработку одновременно нескольких поверхностей заготовки (рис. 6); могут выполняться, например, обтачивание наружной цилиндрической поверхности, подрезание торца, растачивание отверстия. Возможна обработка конических и фасонных поверхностей, резьбы, установка фрезерных и шлифовальных устройств.
Токарно-карусельные станки (рис. 5) отличаются от других токарных станков вертикальным расположением оси вращения планшайбы (2), на которой устанавливается непосредственно на столе или закрепляется в патроне обрабатываемая заготовка. Станки могут иметь одностоечную или двухстоечную компоновку. В одностоечных токарно-карусельных станках (рис. 5) имеется вертикальный суппорт (5) с револьверной головкой (6) и боковой суппорт (9) с резцедержателем, работающий с вертикальной подачей. В двухстоечных (рис. 5) предусмотрен дополнительный верхний резцовый суппорт, имеющий горизонтальную подачу. Режущие инструменты закрепляют в резцедержателях верхнего и бокового суппортов, а также в гнездах револьверной головки.

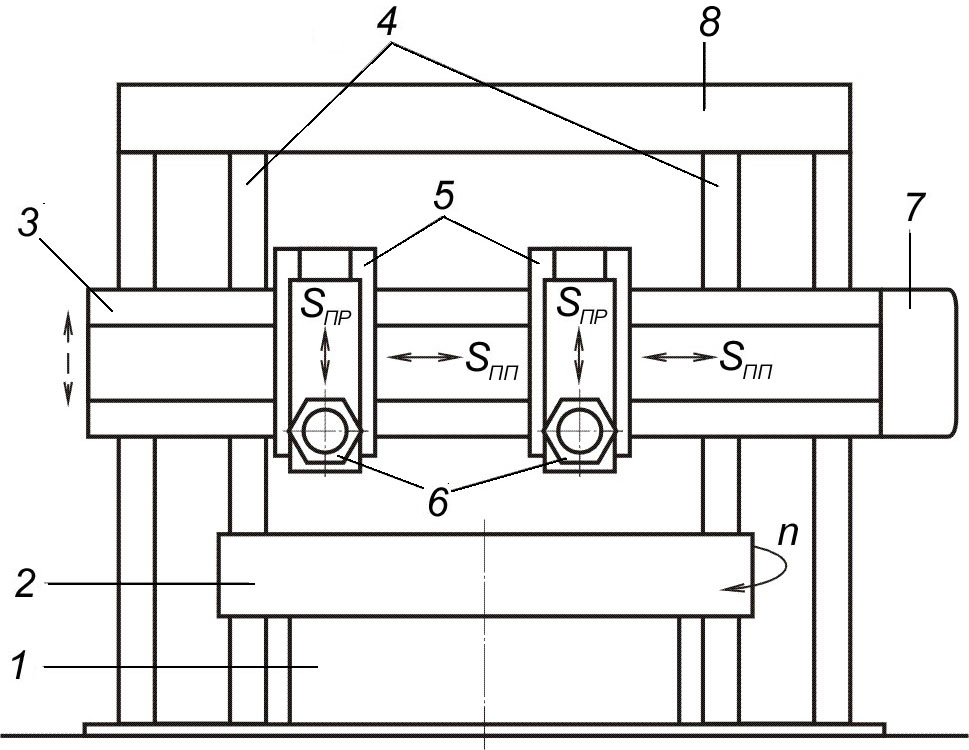
Рисунок 5 - Общий вид токарно-карусельных станков
1 - станина; 2 - планшайба; 3 - траверса; 4 - стойка; 5 - вертикальный суппорт; 6 - револьверная головка; 7 - привод подачи; 8 - балка; 9 - боковой суппорт
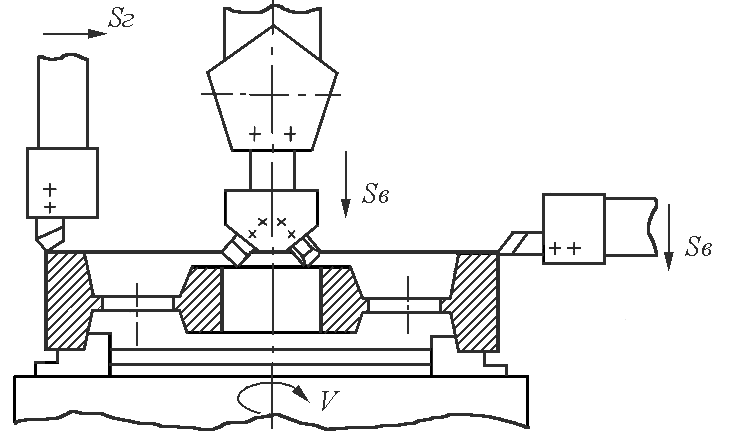 Рисунок 6 - Схема обработки заготовки на токарно-карусельном станке
Рисунок 6 - Схема обработки заготовки на токарно-карусельном станке
На токарно-карусельных станках наружные цилиндрические поверхности обрабатывают с помощью вертикального или бокового суппорта.
Торцевые поверхности обрабатывают как вертикальным, так и боковым суппортом. Вертикальный суппорт позволяет обрабатывать поверхности любых размеров с направлением подачи от периферии к центру. Подачу от центра применяют при обработке закрытых поверхностей. Боковым суппортом обрабатывают неширокие торцевые поверхности, расположенные в зоне действия суппорта.
Обработку уступов большей ширины и высоты осуществляют за несколько рабочих ходов при сочетании вертикальной и горизонтальной подач; чистовой переход проходят подрезным резцом при горизонтальной подаче.
При оснащении станка револьверной головкой центральные отверстия заготовок обрабатывают сверлами, зенкерами и другим осевым инструментом.
Цилиндрические отверстия d<40 мм сверлят одним сверлом; при d>40 мм применяют сверление с рассверливанием; диаметр первого сверла 20 мм. Кольцевое сверление используют для образования отверстий диаметром 60-200 мм и длиной до 500мм в сплошном материале. Зенкерование применяют при обработке отверстий диаметром до 100 мм.
Date: 2015-08-06; view: 2532; Нарушение авторских прав