Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Первый принцип построения СДП (установлено 20 квалитетов и определены формулы для расчета допусков)
|
|
Было принято, что две или несколько деталей разных размеров следует считать одинаковой точности (принадлежащими одному квалитету), если их изготавливают на одном и том же оборудовании при одних и тех же условиях обработки (режимах резания и т. д.).
Отсюда следует, что точность валов, изготовленных, например, шлифованием, во всем диапазоне диаметров одинакова, несмотря на то, что погрешность обработки, как показали эксперименты, растет с увеличением размера обрабатываемой детали (рис. 1.3).
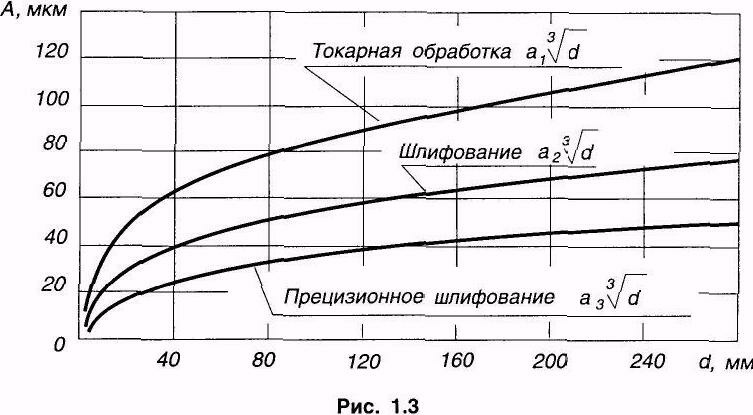
Зависимость изменения погрешности была представлена как произведение двух частей. Одна часть (а) характеризовала тип станка, другая — зависела лишь от размера детали ( ):
):
 ,
,
где А — амплитуда рассеяния размеров, характеризующая погрешность обработки, мкм;
d — диаметр обрабатываемой детали, мм;
а — коэффициент, зависящий лишь от типа станка.
В дальнейшем было решено, что допуски одного квалитета должны меняться так же, как изменяется погрешность обработки на станке в зависимости от размера обрабатываемой детали. Допуск (IT) рассчитывается по формуле:
IT = ki,
где k — число единиц допуска, установленное для каждого квалитета;
i - единица допуска, зависящая только от размера (табл. 1.1).
Стандартом установлены квалитеты: 01, 0, 1, 2, 3, 4, 5,..., 11, 12,..., 18.
Самые точные квалитеты (01, 0, 1,2, 3, 4), как правило, применяются при изготовлении образцовых мер и калибров.
Квалитеты с 5-го по 11-й, как правило, применяются для сопрягаемых элементов деталей. Квалитеты с 12-го по 18-й применяются для несопрягаемых элементов деталей.
Чтобы максимально сократить число значений допусков при построении рядов допусков, стандартом установлены интервалы размеров, внутри которых значение допуска для данного квалитета не меняется. Таблица 1.1
| Квалитет | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 |
| Число единиц допуска k | 7 | 10 | 16 | 25 | 40 | 64 | 100 | 160 | 250 | 400 | 640 | 1000 | 1600 | 2500 |
| Допуск для размеров до 500 мм | IT = ki, где i = 0.45 + 0.001 D, мкм
| |||||||||||||
| Допуск для размеров свыше 500 до 3150 мм | IT = ki, где I = 0.004 D + 2.1, мкм | |||||||||||||
| Примечания. 1. D — среднее геометрическое из крайних значений каждого интервала номинальных размеров, мм. 2. Таблица дана в сокращении. |
Значения допусков для установленных интервалов в диапазоне размеров до 500 мм приведены в табл. П.1.1 приложения 1.
Второй принцип построения СДП (установлено 27 основных отклонений валов и 27 основных отклонений отверстий)
Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии.
Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов — строчными. Схема расположения основных отклонений с указанием квалитетов, в которых рекомендуется их применять, для размеров до 500 мм приведена в сокращении на рис. 1.4. Затемненная область относится к отверстиям.
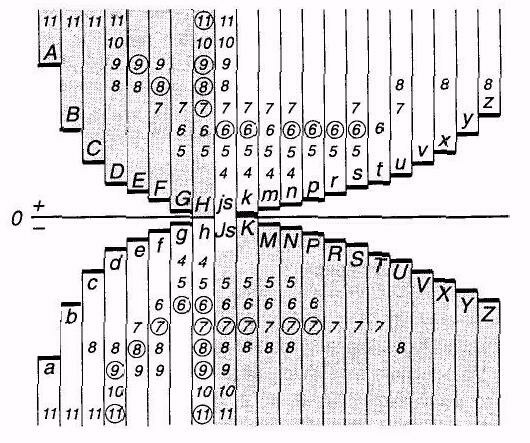
О — предпочтительные поля допусков
Рис. 1.4
Для обеспечения образования посадок в системе вала, аналогичных посадкам в системе отверстия, существует общее правило построения основных отклонений, заключающееся в том, что основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов, обозначенным той же буквой. Из этого правила сделано исключение. Для получения идентичных зазоров и натягов в системе вала и в системе отверстия у переходных и прессовых посадок, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, основные отклонения рассчитываются по специальной зависимости и поэтому становятся несимметричными.
Date: 2015-06-11; view: 1920; Нарушение авторских прав