Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Методика расчета сил зажима
|
|
Правило:
Определение силы зажима заготовки производится в результате решения задачи статики на равновесие заготовки под действием системы внешних сил и сил закрепления.
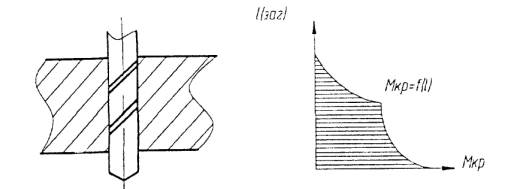
Рис. 1.35 Изменение крутящего момента
К внешним силам, действующим на заготовку, относятся:
1. Составляющие силы резания, которые по величине, направлению и месту приложения являются переменными факторами. При расчете следует принимать наихудший случай действия сил.
2. Объемные силы, к которым относятся центробежные и инерционные силы, а также силы тяжести заготовки. Данные силы возникают при определенных условиях обработки.
3. Второстепенные силы, возникающие при врезании или выходе режущего инструмента (рис. 1.35).
Таким образом к заготовке с одной стороны приложены силы резания, Pz, Py объемные и второстепенные силы, а с другой стороны - искомые зажимные силы и реакции опор. Под действием этих сил заготовка должна сохранять равновесие.
Допускается в случаях, когда нет явного преимущества объемных и второстепенных сил над силами резания, учитывать их влияние путем введения коэффициента запаса К следующим образом:
К = К0К1К2К3К4К5Кб, (1.9)
где Ко= 1,5 - гарантированный коэффициент запаса;
K1 - учитывает состояние технологических баз (при черновых базах K1=1,2, при чистовых K1=0);
К2, - учитывает затупление инструмента;
К3 - учитывает ударную нагрузку на инструмент;
К4 - учитывает стабильность силового привода;
К5 - характеризует зажимные механизмы с ручным приводом (при удобном зажиме К5=1, при стесненном К5=1,2);
К6 - учитывает форму и схему расположения установочных элементов приспособления.
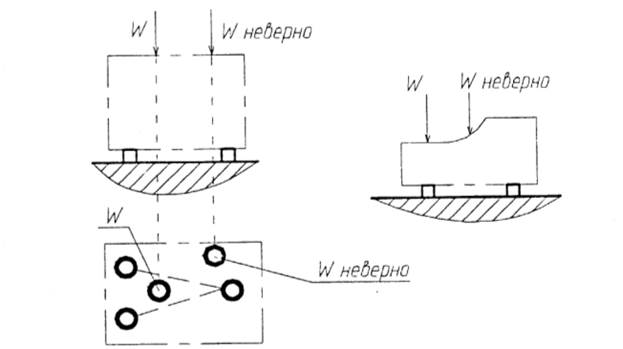
Рис. 1.36 Схема закрепления
Исходными данными при расчете силы зажима являются:
-схема установки, разработанная с учетом схемы базирования заготовки, разработанная технологами;
-величина, направление и место приложения внешних сил, возникающих при обработке;
-схема закрепления заготовки, определяющая направление и точку приложения зажимной силы W.
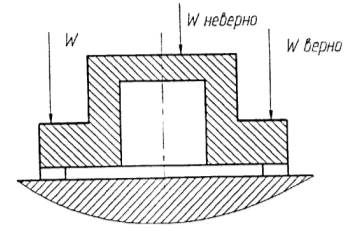
Рис. 1.37 Схема закрепления
При выборе направления зажимной силы W необходимо стремиться выдержать следующие правила:
1. Сила зажима должна быть направлена перпендикулярно поверхности установочных элементов, чтобы обеспечить плотный контакт между технологической базой заготовки и УЭ.
2. При базировании по нескольким технологическим базам (рис. 1.36) сила зажима должна быть направлена на тот установочный элемент, с которым заготовка имеет наибольшую площадь контакта.
3. Направление силы зажима должно, по возможности, совпадать с направлением веса заготовки и сил резания.
Однако на практике трудно удовлетворить всем этим правилам одновременно и поэтому всегда необходимо искать оптимальное решение. При выборе места приложения силы W следует придерживаться следующих правил:
1. Сила зажима не должна опрокидывать или сдвигать заготовку по установочным элементам приспособления. Для этого необходимо, чтобы точка приложения силы зажима: а) проектировалась на установочный элемент, по возможности ближе к его центру, или в многоугольник, образованный линиями, соединяющими установочные элементы; б) лежала бы на участке поверхности заготовки, параллельной поверхности установочного элемента, воспринимающего силу зажима (рис. 1.36).
2. Сила зажима с реакциями опор не должна создавать изгибающих деформаций (рис. 1.37).
3. Точки приложения силы зажима должны быть расположены как можно ближе к месту обработки, особенно для нежестких заготовок.
Приведем несколько примеров расчета силы W (п. 1,2,3,4).
Пример 1:
Полный расчет силы зажима W.
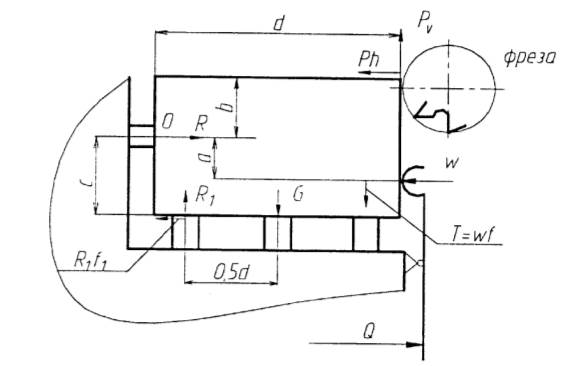
Рис. 1.38 Схема фрезерования
Силы Pv, Ph. стремятся повернуть заготовку против часовой стрелки вокруг точки О. Повороту будут препядствовать: моменты от силы трения Rfv веса заготовки Q, силы трения wft и силы зажима W заготовки.
Составим уравнение моментов относительно точки О:
Pvd + Phb -wfd-G 0,5d - Rfxc - wa = 0 (1.10)
Из условия равновесия сил определяем:
SP=0
G-Rj + \vf-Pv
R} = G + wf- Pv
W=(Pv*(d+f*f1*c)+Ph*b-G*(0.5*d+ f*f1*c))/(fd+ f*f1*c+a)
Wn=(K[Pv(d+ f*f1*c)+Phb]-G(0.5d+ f*f1*c))/(f*d+ f*f1*c)
b→min
a→max
Упрощенный расчет: Mp=Pvd+Phb Mp=K(Pvd+Phb) M3=wa+wfd
c=50
f=fr°>1
Trr K(Pvd+Phd)
Wy= f+f.d ^
H'n=9327H G=100H Ph=2000H Pv=1000H £=2a=20 ГГу=9333Н.
Пример 2:
Рассмотрим еще один пример. В заготовке на агрегатном станке
сверлится отверстие.
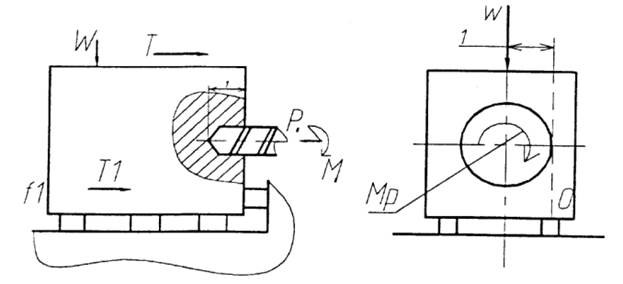
Рис. 1.39 Схема сверления отверстия
Осевая сила сдвигает заготовку, но этому препятствуют силы трения:
Po-T-T1=0 T=Wf, T1= Wf1 W=kPo/(f+f1)
Момент резания борштанги Мо стремиться повернуть заготовку вокруг точки О, но этому препятствует момент зажима:
KMp=Wl W''=kμp/l
Пример 3:
При расчете силы зажима всегда следует выбирать наихудший вариант расположения сил, что можно пояснить следующим примером.
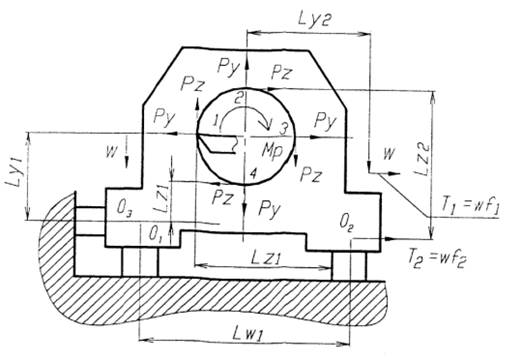
Рис. 1.40 Схема базирования
При растачивании на каждом обороте борштанги силы резания Ру и Pz меняют точки приложения и направление. На рис. 1.40 приведены четыре положения режущего элемента борштанги, когда вершина резца последовательно находится в точках 1,2,3,4- При расположении резца в т. 1,2 сила Pz отрывает заготовку от опорной точки О поворачивая ее вокруг точки Оу Ру - обратно. Когда же резец находится в т.З сила Pz прижимает заготовку к опорам, а в точке 4 поворачивает вокруг точки О3. Условие равновесия заготовки может быть описано суммой моментов:
M(Ps) +M(Py)+M(w) =0
W'=KPz/(f1+12) W''=KPy/(f1+f2)
Учитывая то, что заготовка - жесткое тело, следует также проверить возможность сдвига заготовки с УЭ.
Для дальнейшего расчета (W max).
Используя данную формулу можно для различных положении борштанги определить необходимую силу W и максимальное ее значение использовать для расчета зажимного механизма.
Пример 4:
Опилить силу W, необходимую для удержания заготовки от поворота под действием момента сверления. Рассчитаем силу W препятствующую опрокидыванию заготовки силой P0.
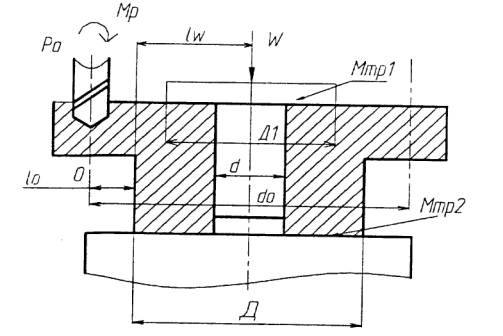
Рис. 1.41 Схема сверления отверстий
ΣМ = 0
КМ – Мтр 1 – Мтр 2 = 0
Где – Мтр 1 – момент трения между нажимным элементом и заг-отовкой,
Мтр 2 – момент трения между заготовкой и опорной плоскостью.
Мтрl=(1/3)*w*((Д13-d3)*f1)/(Д13-d3)
КМтр2=(1/3)* w*((Д3-d3)*f2)/(Д3-d3)
КМтр2=(1/3)* w*{(Д13-d3)*f1)/(Д13-d3)-(Д3-d3)*f2)/(Д3-d3)}
Polo-wlw=0
W'=3KMp/{(Д13-d3)*f1)/(Д13-d3)-(Д3-d3)*f2)/(Д3-d3)}
W''=Polo/lw
Date: 2015-07-01; view: 6418; Нарушение авторских прав