Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Расчет погрешности установки заготовки на станке
|
|
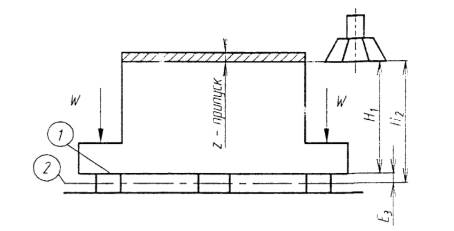
Рис. 1.31 Схема к расчету εз
1 - измерительная база (ИБ) до закрепления;
2 - ИБ после закрепления.
Погрешность установки заготовки ε ycт на станке складывается из погрешности установки заготовки ε yэ в приспособление и погрешности на рабочем органе станка ε yп
ε ycт = ε yэ + ε yп (1.5)
Погрешность установки заготовки в приспособление складывается
ε = √(εδ2+ εэ2+ εnз) (1.6)
где е - погрешность базирования, которая при правильно разработан-
ной схеме базирования равна нулю;
εз - погрешность закрепления, равная смещению измерительной под действием сил зажима (рис. 1.31).
ε пз -погрешность положения заготовки из-за неточности из-за неточности элементов приспособления. Данная погрешность в зависимости конструкции Приспособления может включать:
ε пз = √(εуэ2+ εu2+ εпр2+ εзм2+…)
где ε yэ - погрешность изготовления установочных элементов;
ε и - допустим погрешность износа УЭ;
ε пр - погрешность элементов для направления режущих инструментов;
ε зм - погрешность вносимая зажимным механизмом и т.д. "Набор погрешностей зависит от конструкции приспособления и может не вклю-чать некоторые составляющие
εбn = √(εδ.n2+ εз.n2+ εн2)
где ε бп - погрешность базирования приспособления на рабочем органе станка (должна быть ε б=0);
ε зп - погрешность закрепления приспособления на станке;
- погрешность элементов для направления корпуса приспособления на рабочем органе станка;
Так, при установке приспособления на рабочий орган в виде стола для направления приспособления используются направляющие шпонки (рис. 1.32).
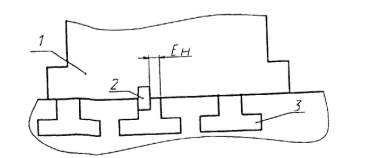
Рис. 1.32 Схема к расчету ε и
1 - корпус приспособления;
2 - направляющая шпонка;
3 - Т-образные пазы.
Шпонки базируются в паз и поэтому возможно смещение заготовки с приспособлением относительно системы координат станка и режущего инструмента.
ε зин - допустимая погрешность износа направляющих элементов (оговаривается конструктором при разработке приспособления). Допустимую величину на этапе конструирования приспособления можно принять равной ε ус < 0,3Td, где Td - операционный допуск на обрабатываемый размер.
Date: 2015-07-01; view: 1311; Нарушение авторских прав