Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Установка заготовок по центровым отверстиям
|
|
Данная схема установки заготовок используется на токарных, шлифовальных, зубообрабатьшающих и др. станках. Для этого в заготовке на первой операции выполняется центровые отверстия (гнезда), которые могут быть двух разновидностей: с конической рабочей поверхностью и с радиусной (рис. 1.24).
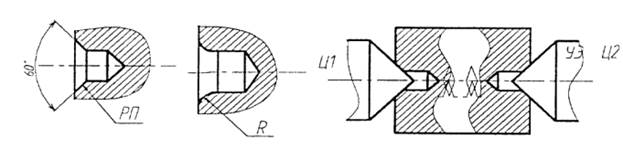
Рис. 1.24 Установка по центровым отверстиям
Установочные элементы получили название центры. Возможны раз-личные варианты подвижности центров. Рабочая поверхность центров может быть гладкой (рис. 1.25 а), срезанной (рис. 1.25 б), с ленточками (рис. 1.25 в).
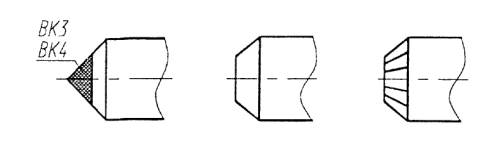
а) б) в)
Рис. 1.25 Рабочая поверхность центров
Данный тип установки широко используется при чистовой обработке и поэтому важно обеспечить минимальную погрешность от установочных элементов. Погрешность εуэ появляется в следствие того, что изменяется диаметр центрового отверстия в пределах допуска на егоизготовление.
εуэ Z=Tdц /(2tga/2), (1.4)
где Tdц - допуск на изготовление центрового отверстия;
α - угол конуса центра, равный 60 градусам.
Данную погрешность можно свести к минимуму применив плавающий центр и опорное кольцо (рис 1.27).
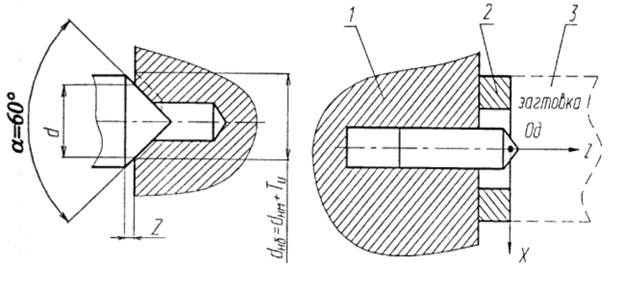
Рис. 1.26 Схема к расчёту Рис. 1.27 Плавающий центр
погрешности
Появление погрешности возможно также за счет несоосности центровых отверстий. При установке заготовки возникает кромочное касание центров с отверстиями, в результате чего кромки сминаются и интенсивно изнашиваются. Величины смещений в направлении осей х и z рис. 1.28 можно рассчитать по формулам: εуэ = 2aC/L; εуэ =1,15 aC/L, где а - ширина конического пояска; С - несоосность центровых отверстий; L - длина заготовки.
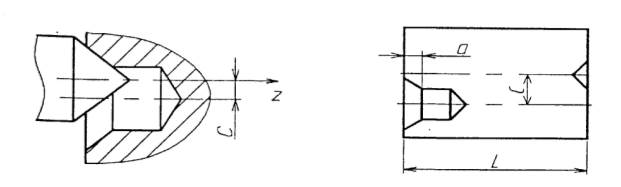
Рис. 1.28 Несоосность центров
Обработке центровых отверстий уделяется самое серьезное внимание: сверление отверстий осуществляется сверлами повышенной точности, изготавливаемыми из качественной быстрорежущей стали или из
твердого сплава.
После термообработки отверстия шлифуются, а перед чистовым шлифованием поверхностей заготовки тщательно притираются. В процессе установки заготовки возможны упругие деформации в контакте центр - заготовка, что следует учитывать при выполнении особо точных операций. Для повышения износостойкости центровых отверстий применяют метод обжатия твердосплавным центром. На шлифовальных станках обязательно должна применятся смазка центров.
Date: 2015-07-01; view: 2093; Нарушение авторских прав