Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Вал вторичный коробки передач
|
|
Таблица 5.37.
КАРТА ДЕФЕКТАЦИИ ВАЛА ВТОРИЧНОГО КОРОБКИ ПЕРЕДАЧ
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 142.1701105 | Вал вторичный коробки передач | Сталь 15ХГН2ТА | Н RСэ 59…63 |
| № дефекта | Обозначение | ВОЗМОЖНЫЙ ДЕФЕКТ | РАЗМЕРЫ, мм | СПОСОБ РЕМОНТА | ||
| Номинальный | Предельно допустимый без ремонта | |||||
| Трещины и сколы | Браковать | |||||
| Е | Износ шейки под подшипники | Ø40 
| Ø39,998 | Хромировать | ||
| 3,4 | Ж | Износ шеек под ролики подшипников | Ø81-0,023 | Ø80,957 | 1. Наплавить 2. Обработать в номинальный размер | |
| И | Износ поверхности под подшипник | Ø60±0,01 | Ø59,985 | 1. Наплавить 2. Обработать в номинальный размер | ||
| К | Износ шлицев | 9,4-0,1 | 9,25 | 1. Наплавить 2. Обработать в номинальный размер | ||
| Л | Износ шлицев | 10 
| 9,84 | 1. Наплавить 2. Обработать в номинальный размер | ||
| М | Износ шлицев | 9 
| 8,87 | 1. Наплавить 2. Обработать в номинальный размер | ||
| Н | Износ зубьев муфты -крайних венцов | Размер по роликам Dр=7+0.001, h=5,4 | 1. Наплавить 2. Обработать в номинальный размер | |||
| Ø126,778-0,14 | Ø126,44 | |||||
| -среднего венца | Ø128,116-0,129 | Ø127,8 | ||||
| П | Износ резьбы М39х2-6g | более 1 нитки | 1. Калибровать 2. Наплавить | |||
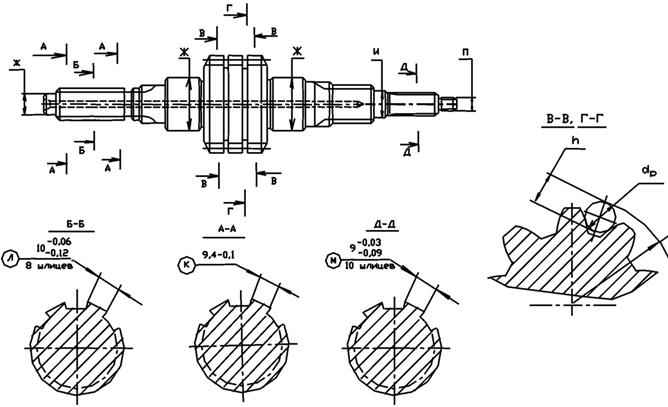
Рис. 5.48. Дефекты вала вторичного коробки передач.
Наибольший износ вторичного вала детали 142.1701105 происходит по шлицевому элементу под синхронизатор 4 и 5 передачи, так называемому замку (или утонению). Этот дефект имеет 72 процента ремфонда (Рис. 5.48).
Для валов с односторонним износом шлицевого элемента применяется односторонняя наплавка проволокой 51 ХФА Ø1,2 мм на полуавтомате А547-У в среде углекислого газа. Далее детали обрабатывают по следующей технологии:
1) зачистка центров, 2) шлифование наружного диаметра в зоне наплавки заподлицо с основным металлом, 3) фрезерование наплавленного шлицевого элемента в номинальный размер, 4) зачистка наплывов.
Утонение с восстанавливаемой стороны шлица не фрезеруют, используя в качестве замка утонение, оставшееся с изношенной стороны шлицев.
Все валы проверяют на сопрягаемость кареткой синхронизатора 4 и 5 передачи дет. 142.1701156.
У валов с полным износом утонения после наплавки утонение фрезеруют с 2-х сторон. Операция фрезерования производится специальной фрезерной головкой, оснащенной твердосплавной наплавкой ВК6, ВК8. Твердость восстановленного шлицевого элемента НRC 52…53. При фрезеровании утонения применяют концевые фрезы с такой же напайкой.
При срыве или износе М39х2-6g не более 1 нитки следует калибровать резьбу плашкой. При износе резьбы более 1 нитки наплавить резьбу сварочной проволокой Св-08Г2С Ø1,2, затем точить под резьбу и нарезать новую резьбу. В мелкосерийном производстве можно обработать поверхность П под резьбу М36х2-6g.
Среди посадочных мест наибольший износ имеют шейки под роликоподшипники
Ø81-0,023. Характер износа: следы проворота роликоподшипника, наклеп на шейке, следы сплавления роликоподшипника с шейкой.
Для восстановления шеек применимы газопламенное напыление с оплавлением, электроконтактная наплавка порошком с последующим шлифованием в номинальный размер кругами 91А40СМ1.
Date: 2016-05-24; view: 2445; Нарушение авторских прав