Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Методика проведения статистического контроля по качественному признаку
|
|
Статистический контроль партии изделий охватывает следующие этапы:
1. извлечение из партии изделий случайной выборки назначенного объема;
2. проверку входящих в выборку изделий;
3. принятие решения о качестве партии.
В основном применяются три метода выборочного контроля: одноступенчатый, двухступенчатый и метод последовательного анализа.
Одноступенчатый контроль. Из партии выбирается  изделий, среди которых
изделий, среди которых  может оказаться бракованных..Если
может оказаться бракованных..Если  где
где  - приемочное число, то партия принимается. Если
- приемочное число, то партия принимается. Если  , партия бракуется.
, партия бракуется.
Двухступенчатый контроль. По результатам контроля первой выборки партия принимается, если  , и бракуется, если
, и бракуется, если  . Если
. Если  , то извлекается вторая выборка. По результатам контроля второй выборки - партия принимается, если количество дефектных единиц в двух выборках меньше пли равно приемочному числу
, то извлекается вторая выборка. По результатам контроля второй выборки - партия принимается, если количество дефектных единиц в двух выборках меньше пли равно приемочному числу  ; и бракуется, если
; и бракуется, если  .
.
Необходимо иметь в виду, что организовать двухступенчатый контроль сложнее, чем одноступенчатый. Однако при установившемся технологическом процессе или надежной поставке комплектующих изделий и электрорадиоэлементов он оказывается экономически выгодным в связи с тем, что второй выборки часто не приходится извлекать.
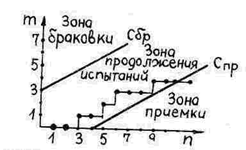
Метод, последовательного анализа. При использовании этого метода объем выборки заранее не определяется. Контролер последовательно проверяет качество продукции, ведет счет количества годных и бракованных изделий до тех пор, пока не накопится необходимое количество данных о качестве партии.
При практической реализации этого метода в системе координат  выделяются три зоны: приемки, продолжения испытаний и браковки (рис.2).
выделяются три зоны: приемки, продолжения испытаний и браковки (рис.2).
— >/ • - •|
Рис.2. Контроль качества методом последовательного анализа.
Если заданы приемочный уровень  , браковочный уровень
, браковочный уровень  , риск поставщика
, риск поставщика  и риск заказчика
и риск заказчика  , то в случае закона распределения Пуассона
, то в случае закона распределения Пуассона  (это справедливо при
(это справедливо при  ), для построения зон на рис.2 можно воспользоваться
), для построения зон на рис.2 можно воспользоваться
Формулами
 (7)
(7)
 (8)
(8)
где 
Испытания заканчиваются, когда после проведения очередного измерения и проверки изделия точка с координатами  оказывается вне зоны продолжения испытаний. При этом в зоне приемки партия принимается, в зоне браковки - бракуется.
оказывается вне зоны продолжения испытаний. При этом в зоне приемки партия принимается, в зоне браковки - бракуется.
Проведение статистического приемочного контроля оговаривается стандартами. В [2]имеется необходимый материал для организации контроля, когда приемка партии при наличии дефектных изделий по экономическим или другим соображениям является недопустимой. Стандарт [3] применяется при статистическом приемочном контроле по альтернативному признаку при установившемся и стабильном производстве, где по результатам предыдущих выборок можно оперативно переходить к облегченному или усиленному контролю. Методика обеспечения случайности и представительности выборки дана в [4].
Выбор плана контроля и построение его оперативной характеристики
Для выбора плана контроля следует определить:
- значение риска потребителя;
- значение браковочного уровня качества;
- вариант браковки.
Значение риска потребителя b устанавливается компетентными органами или соглашением между поставщиком и потребителем. Значение риска потребителя 0,05 соответствует более жестким требованиям потребителя к качеству контролируемой продукции.
Значение риска поставщика a может быть вычислена по оперативной характеристике плана контроля, если вычислена оценка среднего уровня входного качества:
- точечная оценка риска поставщика a вычисляется по формуле
 ,
,
где  - точечная оценка среднего уровня входного качества;
- точечная оценка среднего уровня входного качества;
- доверительные границы для риска поставщика вычисляются по формулам:
 ,
,
 ,
,
где  и
и  - соответственно нижняя и верхняя доверительные границы для риска поставщика;
- соответственно нижняя и верхняя доверительные границы для риска поставщика;  и
и  - соответственно нижняя и верхняя границы для среднего уровня входного качества.
- соответственно нижняя и верхняя границы для среднего уровня входного качества.
Значение браковочного уровня качества  следует выбирать исходя из значения
следует выбирать исходя из значения  граничного уровня качества, которое представляет собой максимально допустимую долю дефектных изделий в партии и устанавливается компетентными органами или соглашением между поставщиком и потребителем. Значение браковочного уровня качества не должно превышать значения граничного уровня качества .
граничного уровня качества, которое представляет собой максимально допустимую долю дефектных изделий в партии и устанавливается компетентными органами или соглашением между поставщиком и потребителем. Значение браковочного уровня качества не должно превышать значения граничного уровня качества .
Вариант браковки выбирается по правилам:
- если сплошной контроль изделий в партии невозможен, то следует применять вариант браковки В (партия возвращается поставщику);
- если сплошной контроль изделий в партии возможен, то следует применять варианты браковки К (проводится сплошной контроль всех изделий в партии с возвращением всех дефектных изделий поставщику) или КЗ (проводится сплошной контроль всех изделий в партии с заменой дефектных изделий годными).
Для определения плана контроля следует установить его кодовое обозначение, которое содержит обозначение стандарта, коды типа плана контроля, показателя качества, объема выборки. К примеру, кодовое обозначение ГОСТ 18242-72 - 1.32.07 означает следующее. Первая цифра после обозначения стандарта (1) - код типа плана контроля: 1-одноступекчатый, 2-двухступенчатый. Две последующие цифры (32)-код показателя качества. Для определения кода показателя качества по таблице 1 следует задать приемочный уровень качества в процентах.
Таблица 1
Кодовые обозначения показателя качества
| Приемочный уровень качества в % В /о | 1,0 | 1,5 | 2,5 | 4,0 | 6.5 | |||
| Кодовое обозначение |
Последние две цифры: (07)- код объема выборки зависит от объема проверяемой партии и степени контроля. Установлены три общих (I, II, III) степени контроля. Основной является степень контроля II (нормальный контроль). Степень контроля I соответствует облегченному контролю, а III - усиленному.
Для нахождения кодового обозначения объема выборки используется таблица 2.
Таблица 2
Кодовые обозначения объема выборки
| Объем партии | Общие степени контроля | ||
| I | II | III | |
| Oт 26 до 50 шт. От 51 до 90 шт. От 91 до 150 шт. |
План одноступенчатого контроля следует выбирать по таблицам 3, 4.
В таблицах выбирается графа, соответствующая коду показателя качества, и строка, соответствующая коду объема выборки. На пересечении графы и строки следует прочесть приемочное и браковочное числа.
Таблица 3
Одноступенчатый нормальный контроль
| Кодовое обозначение объема выборки | Объем выборки | Приемочные и браковочные числа при приемочном уровне качества в % и коде показателя качества | ||||||||
| 1,0 | 1,5 | 2,5 | 4,0 | 6,5 | ||||||
| 0 1 | 0 1 | 0 1 | 0 1 | 0 1 | 1 2 | 1 2 | 1 2 | 2 3 | ||
| 0 1 | 0 1 | 0 1 | 0 1 | 0 1 | 1 2 | 1 2 | 2 3 | 3 4 | ||
| 0 1 | 0 1 | 0 1 | 0 1 | 1 2 | 1 2 | 2 3 | 3 4 | 5 6 | ||
| 0 1 | 0 1 | 0 1 | 1 2 | 1 2 | 2 3 | 3 4 | 5 6 | 7 8 | ||
| 0 1 | 0 1 | 1 2 | 1 2 | 2 3 | 3 4 | 5 6 | 7 8 | 10 11 | ||
| 0 1 | 1 2 | 1 2 | 2 3 | 3 4 | 5 6 | 7 8 | 10 11 | 14 15 | ||
| 1 2 | 1 2 | 2 3 | 3 4 | 5 6 | 7 8 | 10 11 | 14 15 | 21 22 | ||
| 1 2 | 2 3 | 3 4 | 5 6 | 7 8 | 10 11 | 14 15 | 21 22 | 21 22 |
Таблица 4
Одноступенчатый усиленный контроль
| Кодовое обозначение объема выборки | Объем выборки | Приемочные и браковочные числа при приемочном уровне качества в % и коде показателя качества | ||||||||
| 1,0 | 1,5 | 2,5 | 4,0 | 6,5 | ||||||
| 0 1 | 0 1 | 0 1 | 0 1 | 0 1 | 1 2 | 1 2 | 1 2 | 1 2 | ||
| 0 1 | 0 1 | 0 1 | 0 1 | 0 1 | 1 2 | 1 2 | 1 2 | 2 3 | ||
| 0 1 | 0 1 | 0 1 | 0 1 | 1 2 | 1 2 | 1 2 | 2 3 | 3 4 | ||
| 0 1 | 0 1 | 0 1 | 1 2 | 1 2 | 1 2 | 2 3 | 3 4 | 5 6 | ||
| 0 1 | 0 1 | 1 2 | 1 2 | 1 2 | 2 3 | 3 4 | 5 6 | 8 9 | ||
| 0 1 | 1 2 | 1 2 | 1 2 | 2 3 | 3 4 | 5 6 | 8 9 | 12 13 | ||
| 1 2 | 1 2 | 1 2 | 2 3 | 3 4 | 5 6 | 8 9 | 12 13 | 18 19 | ||
| 1 2 | 1 2 | 2 3 | 3 4 | 5 6 | 8 9 | 12 13 | 18 19 | 18 19 |
План двухступенчатого контроля следует выбирать по таблицам 5,6. В таблицах выбирается графа, соответствующая коду показателя качества, и строка, соответствующая коду объема выборки. На пересечении графы и строки следует прочесть приемочные и браковочные числа для 1-й и 2-й выборки.
Таблица 5
Двухступенчатый нормальный контроль
| Кодовое | Обьем | |||||||||
| обозначение | 1-ой и | Приемочные и браковочные числа при приемочном уровне | ||||||||
| объема выборки | 2-ой выборок | качества в % и коде показателя качества | ||||||||
| 1,0 | 1,5 | 2.5 | 4,0 | 6,5 | ||||||
| — | — | — | 0 2 | 0 2 | 0 3 | 1 4 | 2 5 | 3 7 | ||
| 1 2 | 1 2 | 3 4 | 4 5 | 6 7 | 8 9 | |||||
| — | — | 0 2 | 0 2 | 0 3 | 1 4 | 2 5 | 3 7 | 5 9 | ||
| 1 2 | 1 2 | 3 4 | 4 5 | 6 7 | 8 9 | 12 13 | ||||
| — | 0 2 | 0 2 | 0 3 | 1 4 | 2 5 | 3 7 | 5 9 | 7 11 | ||
| 1 2 | 1 2 | 3 4 | 4 5 | 6 7 | 8 9 | 12 13 | 18 19 | |||
| 0 2 | 0 2 | 0 3 | 1 4 | 2 5 | 3 7 | 5 9 | 7 11 | 11 16 | ||
| 1 2 | 1 2 | 3 4 | 4 5 | 6 7 | 8 9 | 12 13 | 18 19 | 26 27 | ||
| uo | 0 2 | 0 3 | 1 4 | 2 5 | 3 7 | 5 9 | 7 11 | 11 16 | 11 16 | |
| 1 2 | 3 4 | 4 5 | 6 7 | 8 9 | 12 13 | 18 19 | 26 27 | 26 27 |
Таблица 6
Двухступенчатый усиленный контроль
| Кодовое обозначение объема выборки | Объем 1-ой и 2-ой выборок | Приемочные и браковочные числа при приемочном уровне качества в % и коде показателя качества | ||||||||
| 1,0 | 1,5 | 2,5 | 4,0 | 6,5 | ||||||
| _ | _ | _ | 0 2 | 0 2 | 0 2 | 0 3 | 1 4 | 2 5 | ||
| 1 2 | 1 2 | 1 2 | 3 4 | 4 5 | 6 7 | |||||
| _ | _ | 0 2 | 0 2 | 0 2 | 0 3 | 1 4 | 2 5 | 3 7 | ||
| 1 2 | 1 2 | 1 2 | 3 4 | 4 5 | 6 7 | 11 12 | ||||
| _ | 0 2 | 0 2 | 0 2 | 0 3 | 1 4 | 2 5 | 3 7 | 6 10 | ||
| 1 2 | 1 2 | 1 2 | 3 4 | 4 5 | 6 7 | 11 12 | 15 16 | |||
| 0 2 | 0 2. | 0 2 | 0 3 | 1 4 | 2 5 | 3 7 | 6 10 | 9 14 | ||
| 1 2 | 1 2 | 1 2 | 3 4 | 4 5 | 6 7 | 11 12 | 15 16 | 23 24 | ||
| 0 2 | 0 2 | 0 3 | 1 4 | 2 5 | 3 7 | 6 10 | 9 14 | 9 14 | ||
| 1 2 | 1 2 | 3 4 | 4 5 | 6 7 | 11 12 | 15 16 | 23 24 | 23 24 |
Таблица 7
Квантили оперативных характеристик для кода объема выборки 05
| Р, % | Приемочный уровень качества (нормальный контроль) | |||||||||
| 1,0 | 4,0 | 6,5 | 1,0 | 4,0 | 6,5 | |||||
| Доля дефектных единиц продукции в % | Число дефектов на 100 единиц продукции | |||||||||
| 0,077 | 1,19 | 3,63 | 7,00 | 0,078 | 1,15 | 3,35 | 6,33 | 13,7 | 22,4 | |
| 0,394 | 2,81 | 6,63 | 11,3 | 0,395 | 2,73 | 6,29 | 10.5 | 20,1 | 30,6. | |
| 0,807 | 4,16 | 8,80 | 14,2 | 0,808 | 4,09 | 8,48 | 13,4 | 24,2 | 35,8 | |
| 2,19 | 7,41 | 13,4 | 19,9 | 2,22 | 7,39 | 13,3 | 19,5 | 32,5 | 45,8 | |
| 5,19 | 12,6 | 20,0 | 27,5 | 5,33 | 12,9 | 20,6 | 28,2 | 43,6 | 59,0 | |
| 10,1 | 15,4 | 28,0 | 36,2 | 10,7 | 20,7 | 30,2 | 39.3 | 57,1 | 74.5 | |
| 16,2 | 26,8 | 36,0 | 44,4 | 17,7 | 29, 9 | 40,9 | 51,4 | 71,3 | 90,5 | |
| 20,6 | 31,6 | 41,0 | 49,5 | 23,0 | 36,5 | 48,4 | 59,6 | 80,9 | ||
| I | 29,8 | 41,5 | 50,6 | 58,7 | 35,4 | 51,1 | 64,7 | 77,3 | ||
| 1,5 | 6,5 | _ | 1,5 | 6,5 | _ | |||||
| Приемочный уровень качества (усиленный контроль) |
Таблица 8
Квантили оперативных характеристик для кода объема выборки 06
| Р, % | Приемочный уровень качества (нормальный контроль) | |||||||||||
| 0,65 | 2,5 | 4,0 | 6,5 | 0,65 | 2,5 | 4,0 | 6,5 | |||||
| Доля дефектных единиц продукции в % | Число дефектов на 100 единиц продукции | |||||||||||
| 0,525 | 2,69 | 5,64 | 9,03 | 16,6 | 0,527 | 2,66 | 5,51 | 8,73 | 15,8 | |||
| 1,43 | 4,81 | 8,70 | 12,8 | 21,6 | 1,44 | 4,81 | 8,68 | 12,7 | 21,1 | |||
| 3,41 | 8,25 | 13,1 | 18,1 | 27,9 | 3,47 | 8,39 | 15,4 | 18,4 | 28,4 | |||
| 6,70 | 12,9 | 18,7 | 24,2 | 34,8 | 6,93 | 13,5 | 19,6 | 25,5 | 37,1 | |||
| 10,9 | 18,1 | 24,5 | 30,4 | 41,5 | 11,5 | 19,5 | 26,6 | 33.4 | 46,4 | |||
| 13,9 | 21,6 | 28,3 | 34,4 | 45,6 | 15,0 | 23,7 | 31,5 | 38,8 | 52.6 | |||
| 1,0 | 4.0 | 6,5 | _ | 1,0 | 4,0 | 6,5 | ||||||
| Приемочный уровень качества (усиленный контроль) | ||||||||||||
После выбора плана контроля можно построить его оперативную характеристику. Для этого применяют в стандарте [5] подготовленные квантили оперативных характеристик. Указанные квантили для кодов объема выборки 05 и 06 даны в таблицах 7,8. Из таблиц в графе, соответствующей заданному приемочному уровню, находят значения доли дефектных изделий, соответствующих значениям вероятности приемки партии, и строят кривую .
Date: 2016-05-18; view: 805; Нарушение авторских прав