Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Определение чистоты обработки поверхности
|
|
1. Для определения чистоты обработки поверхности необходимо точно измерить величины a и b, входящие в формулу (1). Это измерение производится с помощью винтового окулярного микрометра 18, укрепленного на тубусе микроинтерферометра. Необходимо, чтобы одна из нитей перекрестия совпадала с направлением интерференционных полос, а другая с направлением канавки (царапины) на исследуемой поверхности (Рис. 5). Это достигается поворотом винтового окулярного микрометра18 вокруг оси. Канавку, выбранную для измерения, можно привести в центр поля с помощью винтов 16 и поворотом предметного столика, который стопорится винтом 17.
2. 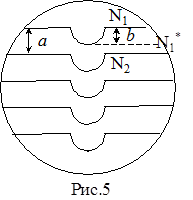 Отсчет величин a и b производится по шкале окулярного микрометра. При этом одна из нитей перекрестия совмещается с серединой интерференционной полосы и делается отсчет N1. Затем эта нить перекрестия совмещается с серединой следующей интерференционной полосы и берется отсчет N2 (Рис. 5). По разности отсчетов определяется расстояние между полосами:
Отсчет величин a и b производится по шкале окулярного микрометра. При этом одна из нитей перекрестия совмещается с серединой интерференционной полосы и делается отсчет N1. Затем эта нить перекрестия совмещается с серединой следующей интерференционной полосы и берется отсчет N2 (Рис. 5). По разности отсчетов определяется расстояние между полосами:
 (2).
(2).
3. Для измерения величины изгиба интерференционной полосы снова производитcя отсчет N1, затем перекрестия совмещаются с серединой этой же полосы в месте изгиба и получается отсчет  . Величина изгиба будет:
. Величина изгиба будет:
b =N1–N1* (3).
4. При подстановке в (1) измеренных величин a и b, в соответствии с (2) и (3), получим глубину канавки:
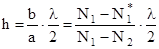 (4).
(4).
5. С помощью микрометрического винта 16 исследуемая поверхность перемещается перпендикулярно канавкам обработки и через равные промежутки производится определение 10 высот микронеровностей – глубин канавок – с помощью окулярного микрометра. Результаты измерений заносятся в Таблицу 1.
Таблица 1
| № пп. | N1 | N2 | 
| N1-N2 | N1-
| hi |
| 1. 2. … |
По формуле 4 вычисляется глубина каждой неровности hi.
Затем вычисляется среднеарифметическое значение неровностей:

и по таблице 2 определяется класс чистоты обработки поверхности.
Таблица 2
| Класс чистоты | |||||
 (мкм) (мкм)
| 0,5 – 0,8 | 0,25 – 0,5 | 0,12 – 0,25 | 0,06 – 0,12 | До 0,06 |
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Изобразите оптическую схему микроинтерферометра.
2. Как образуется система параллельных интерференционных полос, и почему полосы искажаются микрошероховатостями поверхности?
3. Почему в процессе работ категорически запрещается поворачивать зеркало S1 (вращать винт 24)? Как сказался бы поворот винта на интерференционной картине?
4. При какой примерно глубине неровностей h интерференционная картина будет нарушаться, и соседние полосы будут накладываться одна на другую?
5. Как следует из ваших наблюдений и измерений в данной работе, даже на отполированной до зеркального блеска металлической пластинке имеются неровности, глубина которых сравнима с длиной световой волны. Видимо, такие неровности не приводят к потере блеска, поверхность является зеркальной. А при какой глубине неровностей поверхность перестанет быть зеркальной?
Date: 2015-05-08; view: 715; Нарушение авторских прав