Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Черновое нарезание наружной треугольной резьбы
|
|
1.1. Установите заготовку 1 в центрах станка. Предварительно установите и закрепите резьбовой резец 2 в резцедержателе (рис. 1). Возьмите шаблон 3 в левую руку и подставьте к поверхности заготовки 1. Перемещая салазки суппорта, введите головку резца в треугольный вырез резьбового шаблона 3. В случае необходимости измените установку резца в резцедержателе так, чтобы боковые стороны его головки (режущие кромки) плотно прилегали к стенкам выреза шаблона, а вершина резца находилась строго по центру, затем резец закрепите окончательно.
1.2. Настройте токарно-винторезный станок на шаг нарезаемой резьбы (см. инструкционную карту 1 данной темы урока).
1.3. Проверьте настройку станка на шаг нарезаемой резьбы (см. инструкционную карту 1 данной темы урока).
1.4. По таблицам нормативов подберите скорость резания для чернового нарезания резьбы и количество проходов. По скорости резания и диаметру заготовки определите частоту вращения шпинделя.
1.5. Установите резец на требуемую глубину резания для первого прохода. Для этого включите станок и, вращая рукоятку винта поперечной подачи, подведите резец 2 (рис. 2) до касания с поверхностью заготовки. Отведите резец вправо так, чтобы вершина его головки от торца заготовки располагалась на расстоянии, равном двум-трем шагам резьбы (рис. 3).
Подайте резец в поперечном направлении на 0,5...0,4 мм в зависимости от шага нарезаемой резьбы для первого прохода (рис. 4), вращая рукоятку винта поперечной подачи по часовой стрелке. Установите лимб на ноль.

|
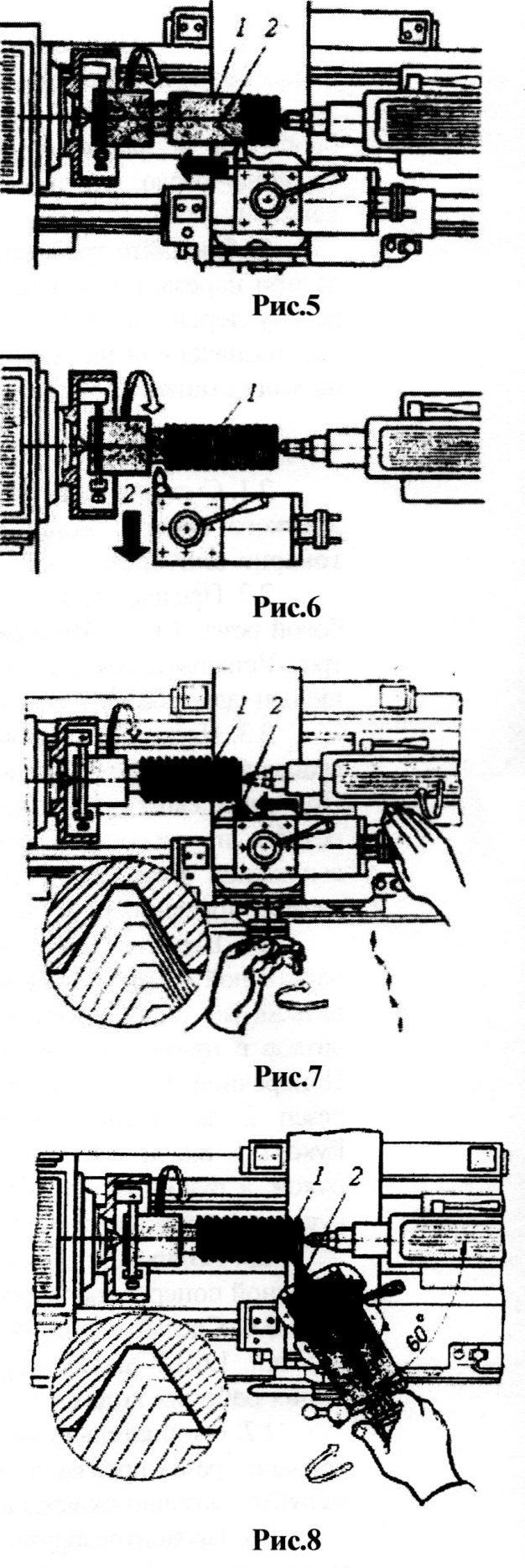
1.6. Произведите первый рабочий ход для нарезания наружной треугольной резьбы начерно. Включите станок, замкните разъемную гайку и сделайте первый рабочий ход резьбового резца 2 (рис. 5). Как только резец 2 начнет входить в
канавку заготовки 7, выключите станок и выведите резец из канавки на себя (рис. 6). Применяйте СОЖ.
1.7. Возвратите резьбовой резец в исходное рабочее положение для второго рабочего хода. Если резьба четная (т. е. шаг резьбы ходового вин та Рх делится без остатка на шаг нарезаемой резь бы Рр или число ниток на 1" нарезаемой резьбы пн делится без остатка на число ниток ходового винта пх), то разомкните разъемную гайку, переместите резец в исходное рабочее положение вручную, подайте его на глубину резания, установите лимб на нулевое деление. Вновь замкните разъемную гайку в любой момент вращения шпинделя
и независимо от положения каретки суппорта на направляющих станины сделайте второй и т. д. проходы.
Если резьба нечетная, то необходимо вывести резец из канавки, переключить вращение шпинделя станка на обратный ход и переместить резец в исходное рабочее положение для второго рабочего прохода и т. д.
1.8. Нарежьте резьбу резцом начерно. Для этого сделайте второй, третий и т. д. рабочие проходы резца. Величина подачи резца при втором проходе от 0,4 до 0,3 мм, при третьем, четвертом и последующих проходах (рабочих ходах) от 0,3 до 0,1 мм. При нарезании резьбы с шагом до 2 мм врезание резца производите одной подачей (см. рис. 4). Резьбу в данном случае можно нарезать окончательно. При нарезании резьбы с шагом больше 2 мм врезание резца производите комбинированной подачей: поперечной (основной) и дополнительно продольной (рис. 7), поворачивая рукоятку винта верхних салазок суппорта на одно меньшее деление лимба за каждый рабочий ход.
Врезание резца можно также осуществлять только рукояткой винта верхних салазок, установленных под углом 60° к оси центров (рис. 8).
|
Для этого отводите резец на себя в конце прохода и перемещайте его в исходное положение рукояткой винта поперечной подачи, устанавливая каждый раз лимб на нулевое деление. Нарежьте резьбу до получения притуплённых вершин витков резьбы (рис. 9).
1.9. Применяйте смазывающе-охлаждающую жидкость: для стальных деталей - эмульсию, сурепное масло, сульфофрезол; бронзовых и латунных - без охлаждения или сурепное масло; чугуна - без охлаждения или керосин.
Соблюдайте требования безопасности труда при нарезании резьбы резцом. Прочищайте резьбу деревянным стержнем или специально предназначенной щеткой. Не проверяйте резьбу на ходу станка.
Date: 2015-09-23; view: 1809; Нарушение авторских прав