Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Затачивание резцов для нарезания наружной резьбы
|
|
1. Определение величин углов заточки резьбовых резцов
Определите величины правого и левого задних углов, переднего угла для чернового и чистового нарезания резьбы.
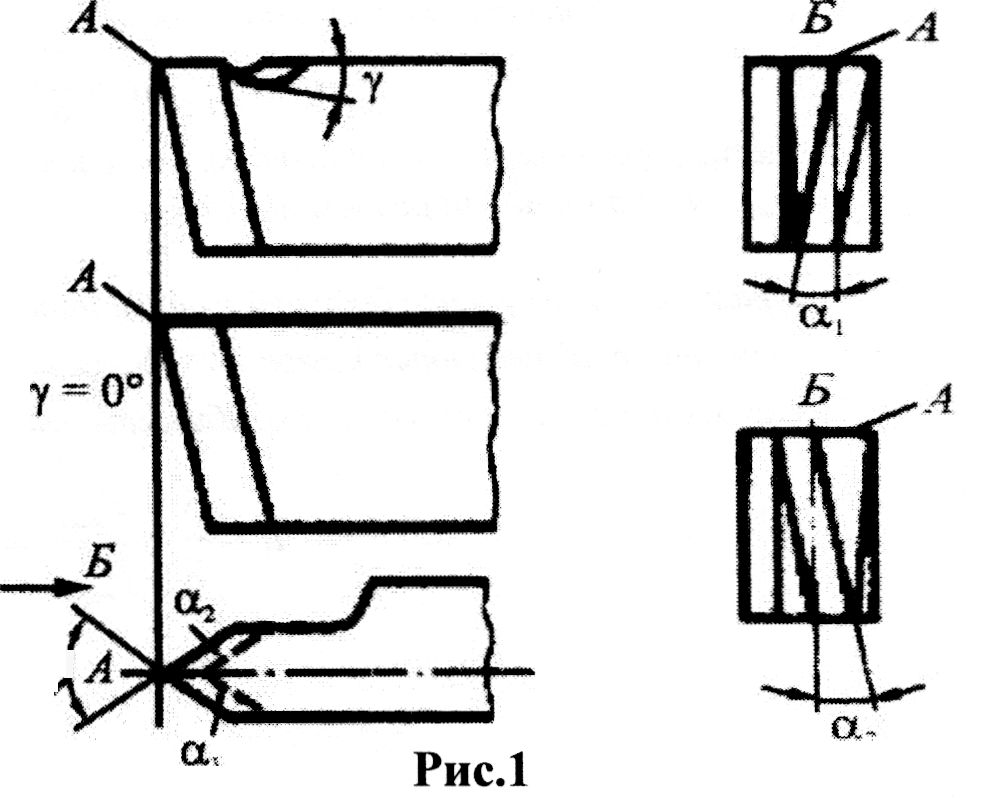
Задние боковые поверхности затачивайте с выдерживанием углов α2 и (рис. 1, в). При нарезании правой резьбы угол α1 (рис. в, г) должен равняться углу наклона винтовой линии т плюс 1...2°, угол α2 в этом случае равен 1...2°.
При нарезании левой резьбы угол α2 (рис. 1, в, д) должен равняться углу наклона винтовой линии т плюс 1...20, угол α1этом случае равен 1...20.
При черновом нарезании резьбы на передней поверхности рекомендуется делать ка- навку под углом γ=60°(рис. 1, а), величину которого назначают в зависимости от обрабатываемого материала так же, как и для проходных резцов.
При чистовом нарезании передний угол сделайте равным 0° (рис. 1, б), т. е. передняя поверхность должна быть плоской.
2. Затачивание резьбовых резцов для нарезания наружной треугольной резьбы
2.1. Приемы затачивания резьбовых резцов для нарезания наружной треугольной резьбы на передней поверхности, по левой задней поверхности (дня образования заднего угла α1) и по правой задней поверхности (для образования заднего угла α2) произведите аналогично затачиванию проходных резцов (см. инструкционные карты темы «Устройство токарных станков. Применяемый режущий инструмент и приспособления» учебно-методического пособия «Обработка наружных цилиндрических и торцовых поверхностей. Нарезание крепежных резьб»),
2.2. Резцы необходимо затачивать на шлифовальном круге из черного или зеленого карбида кремния или алмазном круге на металлической связке.
Чтобы избежать искажения профиля резьбы, передний угол у для чистовых резьбовых резцов делают равным 0°, для черновых - в переделах 5... 10°. Задний угол а при вершине должен быть от 12 до 15°. Боковые задние α1 и α2 зависят от угла подъема резьбы. Так как для крепежных резьб этот угол не превышает 1 ° 30', то им практически пренебрегают и выполняют α1 = α2- 4... 6°.
Режущие кромки резцов должны быть строго прямолинейны, без видимых зазубрин, иначе все неточности будут перенесены на профиль резьбы. Поэтому резцы после заточки доводят по узким ленточкам задних поверхностей.
При затачивании резец систематически охлаждайте и пользуйтесь защитными очками или предохранительным экраном.
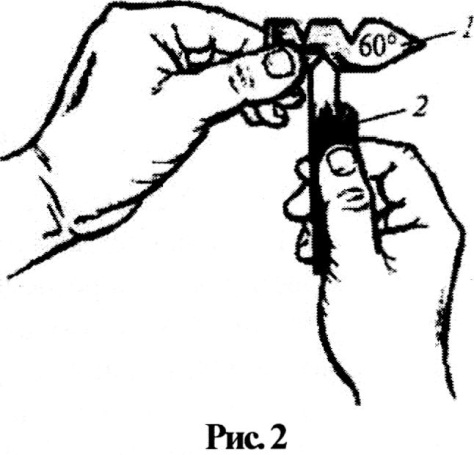
2.3. Контроль профиля заточенных резцов выполните по шаблонам. Возьмите в левую руку резьбовой шаблон 1 (рис. 2), а в правую - резец 2. Вставьте резец головкой в один из треугольных вырезов шаблона. По плотности прилегания боковых сторон (режущих кромок) к поверхности выреза определите правильность заточки резца Угол заточки должен быть равен углу профиля резьбы: для метрической - а = 60°, для дюймовой - а — 55°. Для предотвращения «разбивки» профиля резьбы угол заточки резца необходимо занижать на 10...20' (для быстрорежущих резцов) и ЗСК... 1 ° (для твердосплавных резцов).
2.4. После заточки резца необходимо произвести его доводку. Выполните ее по фаскам на передней и главной задней поверхностях на эльборовых (для быстрорежущей стали) или алмазных (для твердого сплава) доводочных кругах. Резец закрепите на столе так, чтобы его режущая кромка находилась на уровне или немного ниже центра доводочного круга, который вращается со скоростью 1,5...2,5 м/с. Доводочный круг должен набегать на режущую кромку резца (т. е. от державки к пластинке), в противном случае режущая кромка будет соскабливать абразивные зерна. При отсутствии алмазного доводочного станка доводку резцов произведите вручную.
Доводку фасок головки резца производите при возвратно-поступательном движении мелкозернистого бруска (из зеленого карбида кремния), смоченного минеральным маслом так, чтобы брусок плотно прилегал к соответствующей поверхности головки резца, или алмазным бруском.
|
Доводить фаски следует соответственно по главной, передней и вспомогательной задней поверхностям. Для скругления вершины брусок при возвратно-поступательном движении слегка покачивайте.
Date: 2015-09-23; view: 5766; Нарушение авторских прав