Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сырьё для получения шпона
|
|
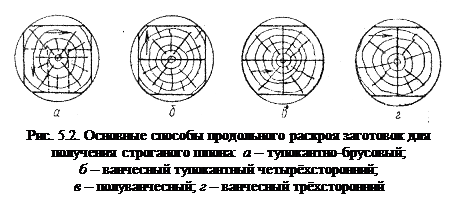
Сырье поставляется в виде круглых лесоматериалов длиной, кратной длине чураков 1,3: 1,6; 1,9; 2,2 м диаметром от 18 (для лиственных пород от 16) см и выше (ГОСТ 9462-88*, 9463-88*). Раскрой сырья начинается с разметки, торцевания с выпиливанием дефектных мест ручными электропилами или механическими пилами (ЦБ-3) или механизированным агрегатом АПЗ производительностью 20..25 м3/ч при диаметре сырья до 25 см (максимально до 55 мм) при обслуживании тремя рабочими. Сырьё для строганого шпона подвергают продольному раскрою на ванчесы различными способами: тупокантно-брусовым (рис. 5.2, а) – для обработки кряжей малого диаметра до 40 см; ванчесным тупокантным 4-сторонним (б) – для кряжей диаметром 40…80 см; полуванчесным (в) – для радиального и полурадиального шпона и ванчесным трёхсторонним (г) – для кряжей диаметром 40...80 см. Продольный раскрой кряжей на ванчесы выполняют на горизонтальных рамах РГ—130 (или на ленточнопильных станках) производительностью 10...20 м3/смена/2 чел. При длительности смены Т мин, скорости подачи и, м/мин, числе одновременно раскраиваемых кряжей а шт., длине пропила кряжа / м, числе продольных пропилов п, использовании рабочего времени Кр = 0,9...0,93, машинного времени Км = 0,8...0,85 сменная производительность лесопильной рамы РГ-130 П, шт. в смену, составляет
 |

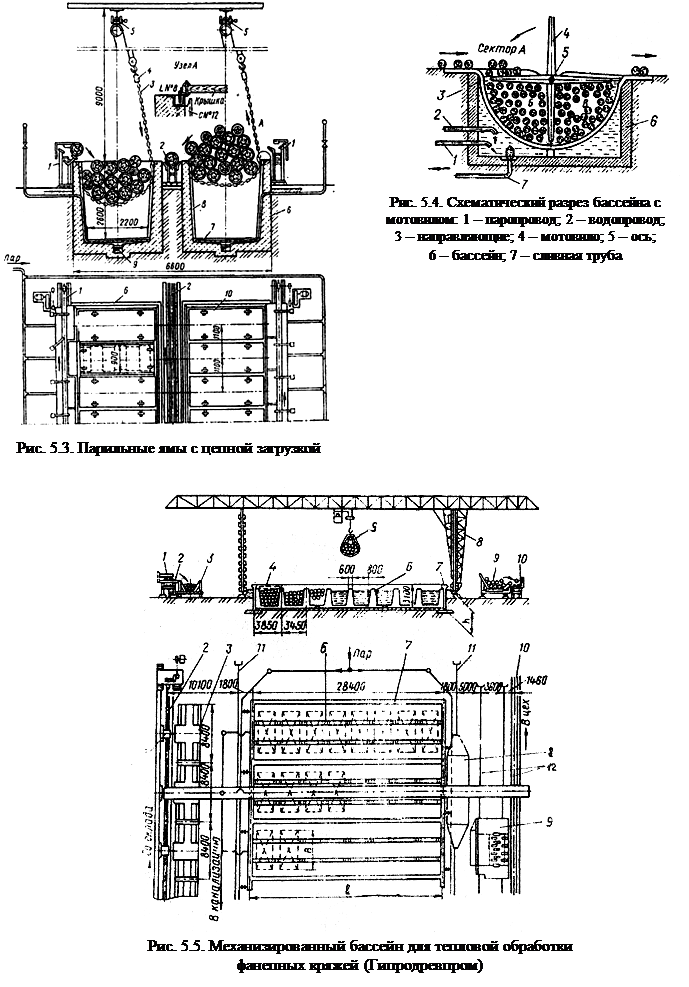
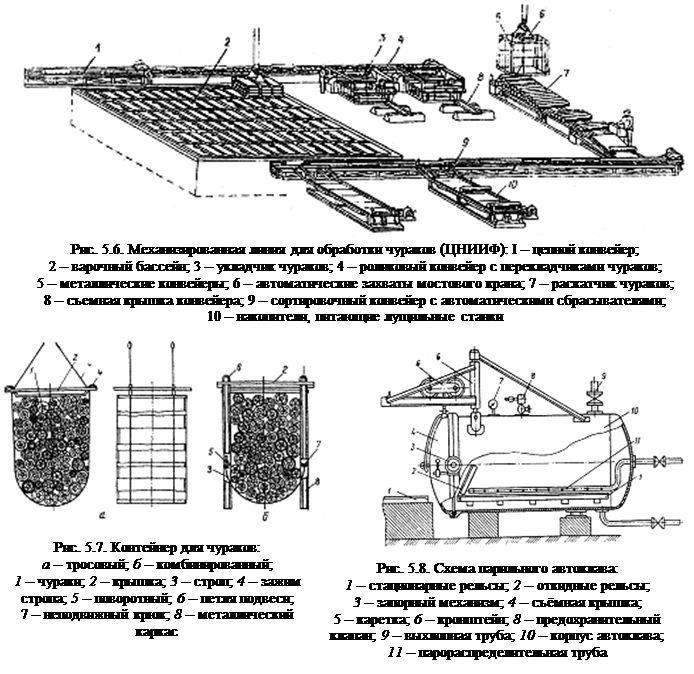
Тепловая обработка для повышения пластичности древесины и облегчения процесса резания осуществляется в варочных бассейнах, автоклавах и па рильных ямах (рис. 5.3) под давлением 0,15...0,2 МПа (110-120 °С). В зависимости от породы, начальной температуры и толщины заготовок продолжительность пропаривания составляет 10... 140 ч. Пропаренные кряжи; выдерживают при 20...22 °С в течение I...2 ч. Парильные ямы делают вместимостью З...10м3 заготовок. В автоклавах их пропаривают под давлением 0,4 МПа (140 °С), вследствие чего время пропарки сокращается до нескольких часов. Тепловая обработка чураков для лущения шпона осуществляется в варочных бассейнах с мотовилами (рис. 5.4, б) при температуре воды 40 80 °С. При диаметре чураков 20...36 см время проварки 2..13 ч. Летом при 40...50°С- 1...7 ч. Прогрев кряжей в открытых бассейнах (рис. 5.5), а также на линии ЦНИИФ (рис. 5.6, 5.7), – наиболее производительный способ, т.к. все основные процессы механизированы: сырьё со склада цепным конвейером 2 подаётся к накопителю 3 сбрасывателем 1. Консольно-козловым краном 8 пачка кряжей захватывается из накопителя и грейфером 5 загружается в один из отсеков бассейна 7, образованный разделительными тумбами 6. Каждый отсек закрывается крышкой 4. Проваренная пачка грейфером переносится в перегрузочное устройство 9, выдающее кряжи поштучно на продольный конвейер 10 и далее – в цех. Продолжительность обработки мягкими режимами (при 30...40 °С) в зимний (-20 °С) период 8...24 ч, в летний (+10 °С) -2...12 ч. Недостатки тепловой обработки в парильных ямах и автоклавах (рис. 5.8) – снижение прочности поверхностных зон сырья и потемнение некоторых декоративных пород (красное дерево); недостатки бассейнов с мотовилами – перекос и заклинивание чураков, конденсация паров на потолке помещения.
 |
Окорка заготовок перед строганием шпона осуществляется легко лопатками или скобелями вручную. Окорка кряжей или чураков перед лущением позволяет выявить дефекты сырья, увеличить производительность лущильных станков, сократить расход режущего инструмента, эффективнее использовать отходы. Фанерное сырьё окаривают на станках ОК-63Ф или на линии JIOPC-1 с металлоискателем, круглопильным станком ШЖ-6 и окорочным станком. Производительность линии при 2 операторах 25 м3/ч.
Date: 2015-08-15; view: 700; Нарушение авторских прав