Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сушка шпона
|
|
Особенности сушки шпона. Лущёный шпон для фанеры и строганый для облицовки мебели высушивают от начальной влажности 50…150 % (в зависимости от породы, условий доставки и хранения сырья) до конечной 6.Д0 % (в зависимости от назначения) при очень жёстких высокотемпературных режимах (130...300 °С в начале процесса и 100..130 °С – в конце) в течение очень короткого времени (4...40 мин) в прерывисто-зафиксированном состоянии (во избежание коробления и растрескивания). Используются три способа подвода тепла к шпону: контактный, конвективный, комбинированный. И сушилки подразделяются на кондуктивные (дыхательные пресса), конвективно-кондуктивные (роликовые сушилки) и конвективные (камерно-конвейерные).
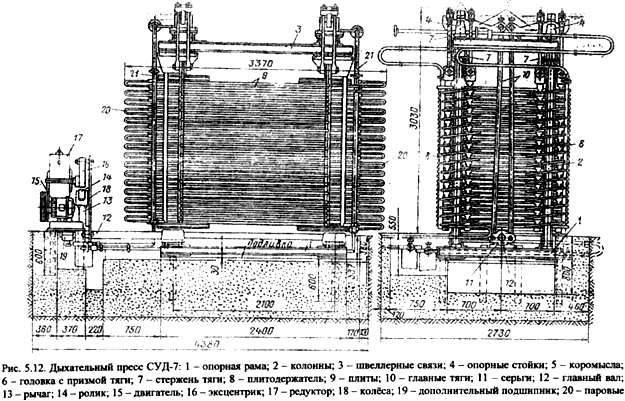
Дыхательные пресса (рис. 5.12) обычно 30-этажные, обогреваемые паром, типа СУД-4 и СУД-7, делают 5...8 и 6, 9, 12 попарных смыканий плит ("дыханий") в минуту с длительностью контакта 50..80%. Смена смыканий чётных и нечётных промежутков осуществляется реверсированием электропривода. Производительность сушки шпона размерами S,B,L за Т час/смену в n-этажном прессе при коэффициенте использования рабочего времени Кр и длительности сушки т = f (S, рб, t, WH; WK) определяется формулой

(и составляет 4.. 12 м3/смену).
Достоинства в компактности установки, низкой себестоимости и длительности сушильного процесса. Недостатки – в неравномерности просыхания, короблении шпона и тяжёлых условиях труда. Применяется для сушки тонких листов декоративного шпона (до 0,5 мм) в пачках (напр., на Киевской фабрике им. Боженко).
Роликовые сушилки непрерывного действия с продольной многократной, циркуляцией (рис. 5.13, а) поперечной (б) и с сопловым дутьём (в) монтируются из 5...8 рольгангов с расстоянием 125..200 мм друг над другом. Воздушные роликовые сушилки с продольной противоточной циркуляцией. побуждаемой двумя центробежными вентиляторами, такие как СУР-3, представляют собой камеру длиной 16, шириной 3,8 и высотой до 3,3 м, состоящую из 8 каркасно-щитовых секций с боковыми стенами в виде дверей, за которыми расположены подшипники роликов и приводные цепи для их вращения. Прямоточные сушилки фирмы "Валмет" и "Вяртсиля" (рис. 5.15) имеют внешние и внутренние гладкотрубные калориферы и девятую, остывочную секцию с отдельным вентилятором. Для сушки строганого шпона применяют чехословацкие сушилки RS-45 с уменьшенным до 145 мм расстоянием между роликами.
 |
Воздушные роликовые сушилки с поперечной циркуляцией СуР-4 (рис. 5.14) и СуР-5 длиной 13 (и 6,5 м) и средней производительностью 20 (и 10) м3/смену, состоят из 8 секций сушки, одной секции охлаждения, загрузочной и разгрузочной этажерок и имеют 5 этажей парных роликов. Температура воздуха на входном (сыром) конце сушилок 120 °С, на выходном (сухом) – 135 °С. Скорость циркуляции воздуха 1,7..2,5м/с. Сушилку с механизированной загрузкой обслуживают двое рабочих. Для сушки строганого и тонкого лущёного шпона применяются сушилки СуР-6 с расстоянием между роликами 125 мм, с гладкотрубными калориферами, высоконапорными вентиляторами и загрузочно-разгрузочными механизмами.
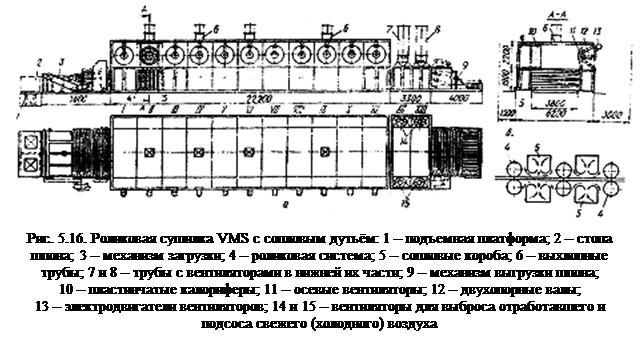
Воздушные роликовые радиационно-сопловые сушилки СУР-8, VMS (рис. 5.16) за счёт повышенной скорости обдува шпона и лучшей теплоотдачи обеспечивают сокращение сроков сушки в 1,5-2,5 раз. Горячий воздух (или газовоздушная смесь) подаётся на шпон с двух сторон через щели сопловых коробов, расположенных в промежутках между роликами. Струя воздуха набегает на шпон под углом 90 0 и растекается по его поверхности со скоростью 10... 14м/с, оказывающей определяющую роль в ускорении процесса.
 |
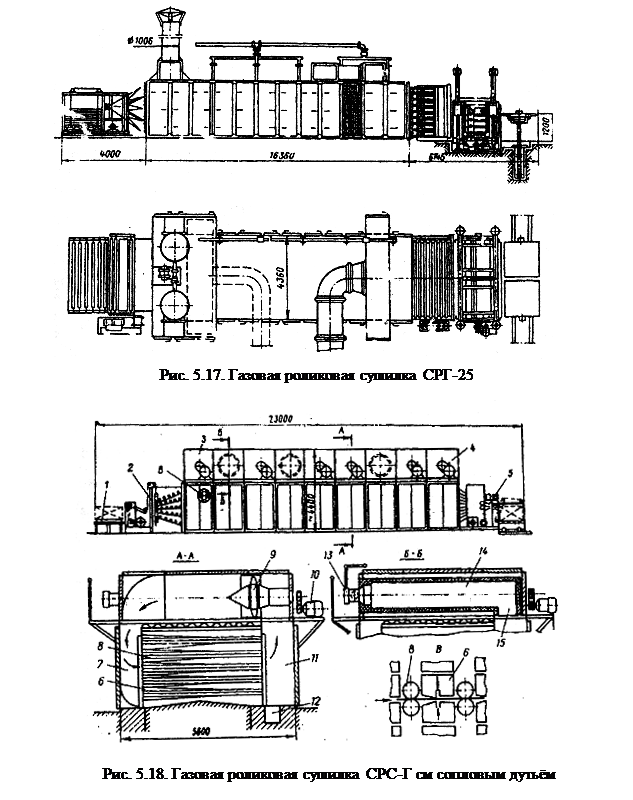
Газовые роликовые сушилки: СРГ-25 (М) (рис. 5.17) – восьмиэтажная 10-секционная прямоточная длиной около 25 м и СРГ-50 - (2) – с двумя топками и двумя вентиляторами, состоящая из 20 секций, вследствие применения сушильного агента с очень высокой температурой (250...300 °С) и большей этажности, имеют производительность 25 и 50 м/смену. Газовые сушилки с сопловым дутьём, как и переоборудованные из воздушных ЦНИИФ- 7, -11 обеспечивают ещё более высокую производительность. Новая газовая сушилка с сопловым дутьём СРС-Г показана на рис. 5.18. Она состоит из подъёмника 1, механизма загрузки шпона 2, сушильной части 3, камеры охлаждения 4 и механизма выгрузки шпона 5. Сушильная часть состоит из восьми секций, в нижней части которых расположены приводные ролики 8 и сопловые короба 6. В верхней их части в одних секциях установлены осевые вентиляторы 9 с приводом от электродвигателей 10, а в других смежных секциях – топки 14, выполненные из металлических труб большого диаметра, зафутерованных изнутри огнеупорным кирпичом. В переднюю стенку топки вмонтирована газовая горелка 13 (или форсунка для жидкого топлива), а в противоположную торцовую стенку- взрывной клапан. Через патрубок 15 газы с температурой 800...900 °С выходят вниз в правый коридор 11, откуда вместе с прошедшей мимо шпона газовоздушной смесью с температурой 170... 180 °С осевым вентилятором через верхнюю камеру нагнетаются в левый коридор 7 и из него с температурой 200..250 °С в сопловые короба 6. Из щелей сопловых коробов по всей ширине сушилки газовоздушная смесь со скоростью 10... 12 м/с выбрасывается на шпон и затем в правый коридор, откуда часть её выбрасывается дымососом через нижний боров 12 в атмосферу, а другая, большая часть подаётся осевыми вентиляторами 9 на рециркуляцию. Продолжительность сушки шпона приведена в табл. 5.3.
 |
Производительность сушилки П, м3 в смену за время Т мин в смену при числе листов по ширине этажа, умноженном на число этажей п, толщине шпона S м, ширине в м, рабочей длине сушилки L м, при использовании рабочего времени квр = 0,9...0,95, коэффициента и заполнения шпоном длины сушилки βдл = 0,98 и продолжительности τ, мин, определяется по формуле

Следует иметь в виду, что при сушке шпона с ручной загрузкой производительность сушилок лимитируется производительностью труда рабочих, загружающих шпон: если они не успевают загружать все этажи без промежутков между листами, нужно снижать температуру сушильного агента.
Сушка шпона непрерывной лентой, как показывают расчёты ЦНИИФа, позволяет повысить полезный выход готовой продукции на 2…5 % и сократить трудозатраты в 2.. 2, 5 раза. Однако, в современных роликовых сушилках непрерывной лентой сушить шпон невозможно. За границей проблему сушки шпона непрерывной лентой решают путём использования ленточных сушилок, в которых шпон перемещается вдоль сушилки между двумя лентами из проволочной сетки. Финской фирмой "Рауте" выпускаются линии, с 3-х 4-этажными воздушными ленточными парообогреваемыми сушилками и 5-этажные, работающие на природном газе. Отсутствие жёсткой фиксации шпона между сетками, позволяющее избегать разрывов ленты, связано и с отрицательным явлением – невысоким качеством шпона; он получается недостаточно гладким, с волнистостью и гофром. Опытно-конструкторские работы продолжаются.
Таблица 5.3 Продолжительность сушки шпона в роликовых сушилках τ, мин
| Толщина шпона, мм | Средняя температура сушильного агента,°С | Воздушные сушилки | Газовые | сушилки | ||
| с продольной циркуляцией | с поперечной циркуляцией | с сопловым дутьём | с продольной циркуляцией | с сопловым дутьём | ||
| 0,4 | 5,0 | 4,5 | 3,8 | 5,0 | 4,0 | |
| 0,8 | 13,0 | 8,0 | 6,0 | 9,0 | 5,6 | |
| 1,5 | 17,5 | 14,0 | 8,0 | 17,0 | 8,5 | |
| 1,5 | 10,5 | 9,0 | 5,0 | 11,5 | 5,5 | |
| 1,5 | - | - | - | 8,8 | 4,0 | |
| 2,2 | 21,5 | 18,0 | 10,0 | 22,1 | 11,0 | |
| 2,2 | - | - | - | 14,6 | 6,6 | |
| 3,5 | 39,0 | 33,0 | 18,0 | 41,0 | 19,0 | |
| 3,5 | - | - | - | 27,0 | 12,0 |
Date: 2015-08-15; view: 4198; Нарушение авторских прав