Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Все известные методы борьбы со сварочными деформациями в той или иной мере изменяют напряженное состояние
|
|
Если основным требованием является устранение деформаций, то перераспределение напряжений становится второстепенным.
И наоборот, устраняя остаточные напряжения, не придают особого значения деформациям (перемещениям) сварной конструкции, хотя деформации при этом могут изменяться.
Разделение методов борьбы со сварочными напряжениями и деформациями на две группы является условным и зависит от основного назначения того или иного метода.
РЕГУЛИРОВАНИЕ И УСТРАНЕНИЕ СВАРОЧНЫХ НАПРЯЖЕНИЙ
Предварительный и сопутствующий подогрев при сварке снижает тепловложение, необходимое для образования сварного соединения. При этом уменьшаются размеры зон, нагреваемых сварочным источником тепла, что может привести, соответственно, к уменьшению объема металла, где протекали пластические деформации и образовались растягивающие напряжения.
Помимо уменьшения объема пластически деформированного металла, при подогреве может снизиться максимальный уровень остаточных растягивающих напряжений.
Ориентировочно снижение растягивающих продольных напряжений в шве при подогреве до 200° С достигает даже 50%. Однако не следует переоценивать возможности низкотемпературного подогрева как средства снижения остаточных напряжений. Существенное влияние подогрев может оказать на образование остаточных напряжений от структурных превращений.
Проковку металла можно производить непосредственно после сварки по горячему металлу или после остывания. При проковке благодаря осадке металла в направлении удара происходит расширение его в двух других направлениях. Растягивающие напряжения снижаются, а при интенсивной проковке даже переходят в сжимающие. Эффект проковки распространяется обычно на относительно небольшую глубину, в пределах до 10 мм и менее.
Проковка металла шва может уменьшить вероятность появления холодных трещин. Остаточные напряжения сжатия являются надежным средством повышения прочности сварных соединений и конструкций, работающих при переменных нагрузках.
Прокатка зоны сварного соединения роликами в основном рекомендуется для устранения деформаций листовых конструкции. При прокатке происходит значительное понижение растягивающих напряжений и переход их в сжимающие. Этот метод отличается весьма равномерной пластической деформацией и в этом отношении выгодно отличается от проковки как средства снижения растягивающих напряжений.
Приложение нагрузки к сварным соединениям можно применять как в процессе сварки, так и после нее. Снижение остаточных напряжений может оказаться весьма значительным.
Несмотря па эффективность такого приема, применение его в большинстве случаев сопряжено с трудностями практического использования.
Местный нагрев используют, как средство перераспределения остаточных напряжений.
В зоне нагрева вследствие пластической деформации после остывания образуются напряжения растяжения, а вблизи зоны местного нагрева образуются напряжения сжатия. Если сварной шов (зона растяжения) размещается в зоне сжатия от местного нагрева, то наряженное состояние в сварном шве ослабляется.
Местный нагрев с целью создания благоприятного поля напряжений рекомендован как средство повышения вибрационной прочности деталей.
Высокий отпуск сварных конструкции получил наибольшее распространение в промышленности. Основное преимущество его в том, что снятие напряжений происходит во всей сварной конструкции, независимо от ее сложности и конфигурации.
Степень снятия напряжений в случае необходимости может достигать 85—90% от исходного уровня.
Высокий отпуск — практически единственный способ, когда одновременно с напряжениями первого рода снимается наклеп и напряжения второго и третьего родов.
Высокий отпуск изделий из конструкционных сталей при температуре 600—800° С с выдержкой 1,5—4 ч предназначен в основном для устранения возможной деформации в процессе механической обработки и эксплуатации конструкций, а также для повышения сопротивляемости их хрупким разрушениям, в особенности при пониженных температурах.
Высокий отпуск сварных конструкций по объему применения в машиностроении далеко превосходит все остальные способы борьбы с остаточными напряжениями вместе взятые. В зависимости от размеров сварных конструкций существенно изменяются финансовые затраты на выполнение высокого отпуска, что ограничивает объемы его применения.
Местный отпуск от общего отличается обычно средствами, с помощью которых осуществляется нагрев, а также тем, что при местном отпуске нагревается до заданной температуры лишь часть сварной конструкции. Последнее обстоятельство при назначении местного отпуска необходимо принимать во внимание, так как остывание неравномерно нагретой детали неизбежно сопровождается возникновением более или менее значительных остаточных напряжений. Однако образование новых остаточных напряжений не следует рассматривать как фактор, исключающий применение местного отпуска. При местном отпуске можно регулировать величину новых остаточных напряжений и степень их опасности.
Если распределение температур при местном отпуске приведет к остыванию металла с образованием таких же пластических деформаций и остаточных напряжений как при сварке, то положительное влияние местного высокого отпуска будет сведено лишь к смягчению закалочных структур. Поэтому при назначении местного отпуска следует стремиться к тому, чтобы, во-первых, не получать высокие остаточные напряжения вследствие неравномерного остывания и, во-вторых, вынести зону с образующимися вновь остаточными напряжениями в те места, где нет концентраторов.
СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ УСТРАНЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ
Способы, используемые до сварки
1. Рациональное конструирование предполагает:
- уменьшение количества наплавленного металла в конструкции;
- назначение видов сварки с малой погонной энергией, например, контактной;
- симметричное относительно центра тяжести сечения расположение швов;
- расположение швов на жестких элементах с целью уменьшения деформаций потери устойчивости;
- применение прерывистых швов.
2. Назначение начальных размеров и формы заготовок, их взаимное расположение с учетом последующей усадки (рис. 135, а).
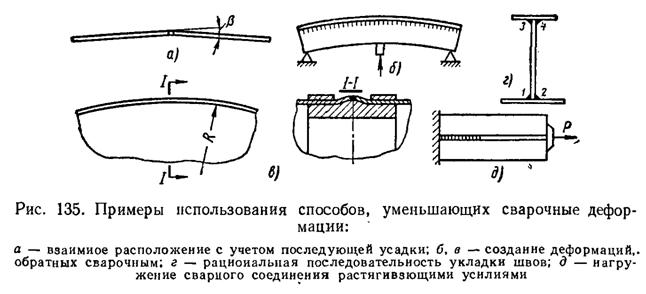
3. Создание деформаций, обратных сварочным, путем закрепления изделий в приспособлениях. Закрепления снимают только после завершения сварки (рис. 135, б).
Деформация укорочения тонколистовых полотнищ может быть существенно уменьшена, если листы упруго собрать на приспособлении, имеющем цилиндрическую форму с выступающим пояском в зоне стыка (рис. 135, в). Зона шва, расположенная на большем диаметре, имеет перед сваркой увеличенную длину. После сварки она сокращается, напряжения при этом снимаются, а коробление листов заметно уменьшается. Данный способ используют сравнительно редко.
4. Использование поля напряжения, мало изменяющегося в результате сварки, например, сварка по кромке, отрезанной газом.
Способы, используемые в процессе сварки
1. Снижение погонной энергии сварки за счет более экономичных режимов. Способ используют относительно часто.
2. Уменьшение площади зоны пластических деформаций путем охлаждения водой, например, при контактной или газоэлектрической сварке.
3. Закрепление в приспособлении. Широко используется в производстве. Положительный эффект достигается за счет жесткости приспособления. Полного устранения деформаций при этом не достигается.
4. Рациональная последовательность выполнения сборочно-сварочных операций (рис. 135, г). В некоторых случаях это единственный способ избежать значительных остаточных деформаций.
5. Нагружение сварного соединения растягивающими усилиями (рис. 135, д). В производстве почти не применяется.
Способы, используемые после сварки
Сварочные деформации обычно устраняют после сварки, чем предупреждают их перед сваркой или в процессе сварки. Это, по-видимому, объясняется не только тем, что возможности способов, применяемых до сварки или в процессе сварки, ограничены, но также и организационно-техническими причинами, так как организовать правку после завершения сварки, когда деформации уже известны, значительно проще.
Способы, используемые после сварки, следующие:
1. Создание путем пластической деформации перемещений, обратных сварочным (изгиб, растяжение, проковка, прокатка роликами).
2. Создание пластических деформаций укорочения путем местного нагрева. Этот прием широко используется в производстве и довольно эффективен.
Date: 2015-07-22; view: 926; Нарушение авторских прав