Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сварочные деформации в общем случае определяют изменение линейных и угловых размеров тела и характеризуют состояние отдельных участков тела
|
|
Деформации при сварке обусловлены двумя причинами:
- свободная деформация, вызванная изменением температуры

где a — коэффициент линейного расширения металла с привязкой к температурному интервалу, 1 /К;
έ – относительное удлинение (δL/L),
Т — изменение температуры точки тела, К.
- структурные изменения, происходящие в металле, также приводят к возникновению напряжений и деформаций.
Структурные изменения могут происходить как при изменении температуры, так и во времени под воздействием накопленных остаточных напряжений.
При использовании упрощенных методов определения остаточных напряжений и деформаций структурные изменения во внимание не принимаются.
Рассмотрим процесс изменения деформаций и напряжений в активной зоне широкой пластины при прохождении по ее краю движущегося источника теплоты (сварочной дуги).
Поскольку препятствия расширению металла по толщине и в сторону края пластины отсутствуют, напряжения являются одноосными и действуют параллельно краю пластины (вдоль траектории движении источника).
По мере приближения источника к некоторой точке пластины температура в ней повышается, а после прохождения источника мимо этой точки вновь снижается до температуры окружающей среды (рис. 11.2).
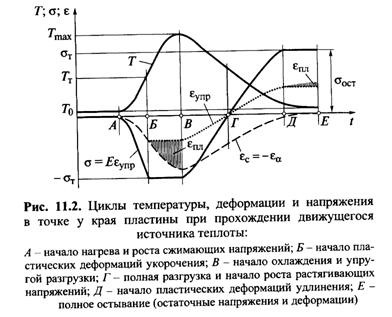 |
Прямо пропорционально изменению температуры растет, а затем убывает свободная температурная деформация ea.
Поскольку широкая пассивная зона пластины препятствует расширению небольшой активной зоны у края пластины, в активной зоне возникают сжимающее напряжение s и деформация укорочения eс ~ - ea, которая компенсирует деформацию удлинения от нагрева ea.
Если напряжение при нагреве не достигает предела текучести материала, то вся собственная деформация является упругой. При остывании происходит полная разгрузка и остаточное напряжение не образуется.
Если же напряжение достигает предела текучести от (в точке Б на рис. 11.2), то рост напряжения и упругой деформации прекращается, дальнейшее увеличение собственной деформации при продолжении нагрева происходит за счет роста пластической деформации укорочения eпл.
В точке В начинаются снижение температуры и упругая разгрузка.
Пластическая деформация укорочения сохраняется, поэтому полная разгрузка наступает раньше полного остывания (в точке Г).
При дальнейшем остывании материал на краю пластины продолжает сокращаться. Остальная часть пластины препятствует этому сокращению, возникает растягивающее напряжение и упругая деформация удлинения.
Если при охлаждении напряжение снова достигает предела текучести (в точке Д на рис. 11.2), то рост напряжений и упругих деформаций прекращается, начинаются пластические деформации удлинения, которые компенсируют часть пластического укорочения, возникшего при нагреве.
После полного остывания (точка Е) на краю пластины сохраняются остаточная пластическая деформация укорочения, остаточное растягивающее напряжение и остаточная упругая деформация удлинения.
Таким образом, причиной возникновения остаточного напряжения является пластическое укорочение активной зоны при нагреве.
Пластическая деформация возникает в активной зоне в основном по двум причинам:
1) поперечное сечение активной зоны, как правило, меньше, чем окружающей пассивной зоны, поэтому уровень напряжения в ней выше;
2) предел текучести материала снижается при нагреве (при сварочных температурах он близок к нулю), поэтому остаточные напряжения возникают даже при сварке очень маленьких швов.
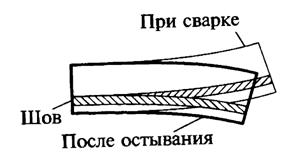
При ограниченной жесткости свариваемой конструкции под действием сварочных напряжений в ней возникают существенные остаточные наблюдаемые деформации и перемещения, приводящие к изменению ее формы и размеров.
ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Date: 2015-07-22; view: 501; Нарушение авторских прав