Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Назначение допусков формы, расположения и шероховатости поверхности. Общие требования при назначении допусков формы и расположения изложены в разделе 5.1.3, а шероховатости поверхности в разделе 3.4
|
|
Общие требования при назначении допусков формы и расположения изложены в разделе 5.1.3, а шероховатости поверхности в разделе 3.4.
При назначении допусков взаимного расположения различных элементов крышки прежде всего, необходимо выбрать базы, относительно которых они будут задаваться. В качестве баз следует всегда стремиться выбирать конструкторские базы, т. е. те элементы детали, которые определяют положение ее в механизме.
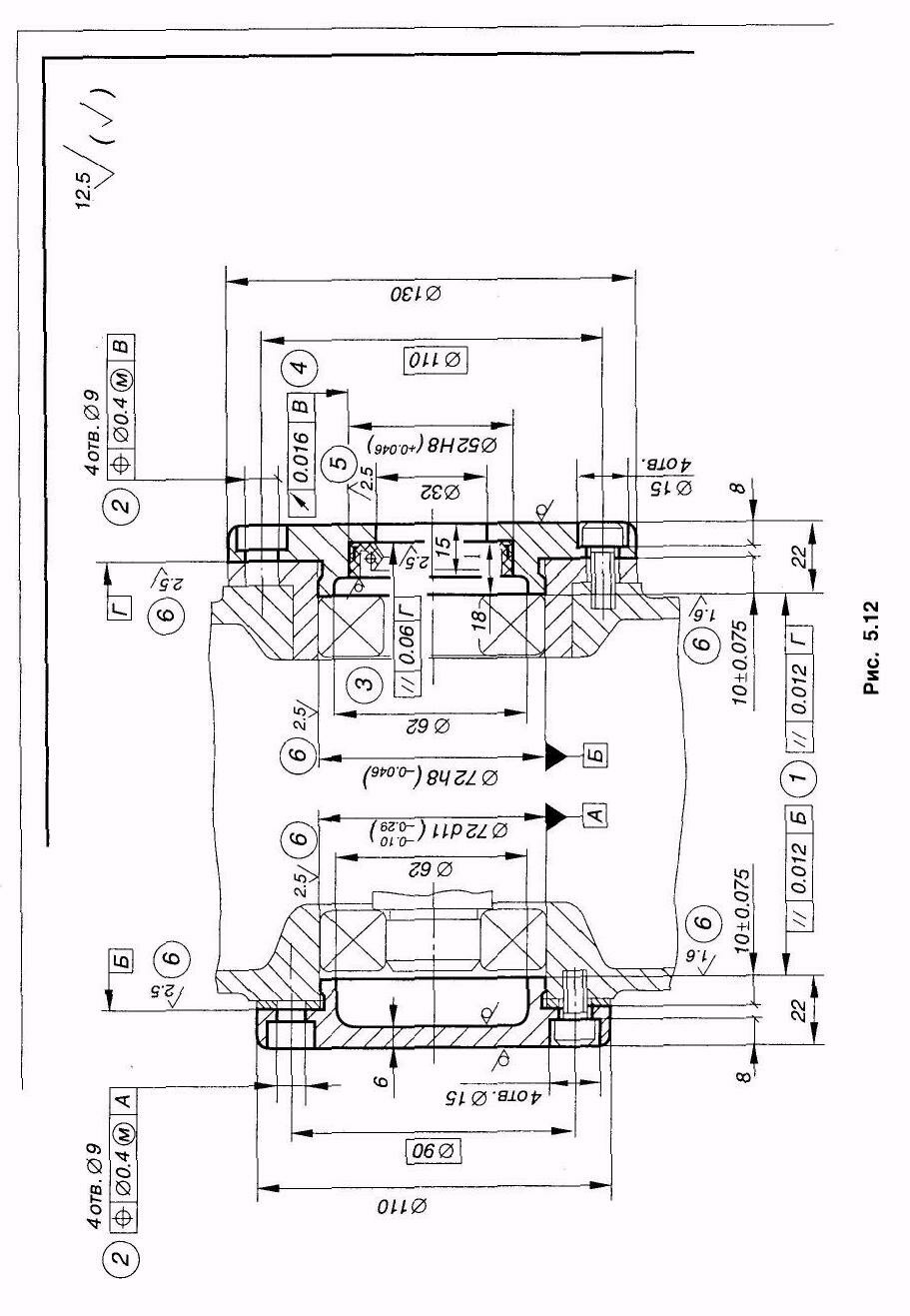
Положение крышки в радиальном направлении определяет цилиндрическая поверхность диаметром d1 = 72 мм (рис. 5.12), а в осевом — ее фланец, который является основной конструкторской базой, т. е. базой, лишающей деталь наибольшего числа степеней свободы. Поэтому в качестве баз при назначении допусков расположения используются цилиндрическая поверхность и торец фланца.
Ниже в соответствии с позициями, указанными на рис. 5.12, даны краткие рекомендации по выбору допусков формы, расположения и шероховатости поверхностей деталей типа крышек подшипников.
Позиция 1. Допуск параллельности торцов крышек.
Назначение технического требования — обеспечение качественной работы подшипника. Допуск задается на диаметре d1= 72 мм. Осевое крепление обоих подшипников соответствует схеме 3 (см. рис. 3.10, в).
На точность положения наружного кольца подшипника влияет в одном случае отклонение от параллельности торцов крышки?2 и прокладки?3, а также отклонение от перпендикулярности пла-тиков корпуса к оси отверстия?1. В другом случае — отклонение от параллельности торцов крышки?2 и фланца стакана?3, а также отклонение от перпендикулярности платиков корпуса?1. В этом случае рассматриваемое отклонение рекомендуется определять:
?2=?1=?3=  /3
/3
где - 46 мкм (см. табл. 3.10) — допускаемое суммарное торцовое биение.
?2 = 46/3? 15.3 мкм.
Допуск параллельности торцов крышки выбирается в соответствии с ГОСТ 24643—81 (табл. П.2.4):
ТРА = 12 мкм.
Примечание. Если торец крышки не является базой для подшипника, то требование по параллельности к нему не предъявляют.
Позиция 2. Позиционный допуск на отверстие у крышек под крепежные детали. Назначение технического требования — обеспечение собираемости деталей. Позиционный допуск для рассматриваемого типа соединения (зазоры для прохода крепежных деталей предусмотрены лишь в одной из соединяемых деталей — крышке) устанавливается по ГОСТ 14140—81 по наименьшему допускаемому зазору между сквозным отверстием и крепежной деталью:
Smin = Dmin - dmax
где Dmin — наименьший предельный диаметр сквозного отверстия;
dmax — наибольший предельный диаметр стержня крепежной детали.
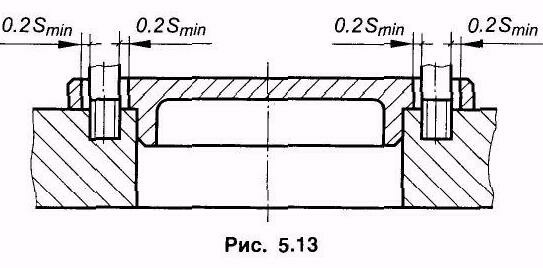
При этом рекомендуется [10] отводить 60% Smin на допуск для резьбовых отверстий и 40% Smin-для сквозных отверстий. Из упрощенной схемы соединения (рис. 5.13) видно, что значение позиционного допуска в радиальном выражении на сквозные отверстия в крышке подшипника принимается:

В рассматриваемом случае:
T/2 = 0.2 (9 - 8) = 0.2 мм.
В соответствии с ГОСТ 24643—81 принимается допуск в диаметральном выражении (табл. П.2.1, приложение 2):
ТРР = 400 мкм.
Допуск назначают зависимым, т. е. таким, который можно превышать за счет изменения размеров сопрягаемых деталей в пределах их полей допусков.
Позиция 3. Допуск параллельности торца для базирования манжеты торцу фланца крышки. Назначение технического требования — обеспечение качественной работы манжеты. Допуск параллельности задается на диаметре D = 52 мм примерно равным IT9 [8]. В рассматриваемом примере для D = 52 мм IT9 = 74 мкм. Согласно ГОСТ 24643—81 принимается (табл. П.2.4, приложение 2):
ТРА = 60 мкм.
Позиция 4. Допуск радиального биения посадочной поверхности для манжеты.
Назначение технического требования — обеспечение качественной работы манжеты.
Допуск задается на диаметре D = 52 мм IT6 [8].
В рассматриваемом примере для D = 52 мм IT6 = 19 мкм.
Согласно ГОСТ 24643—81 принимается (табл. П.2.5, приложение 2):
TCR = 16 мкм.
Позиция 5. Шероховатость посадочных поверхностей под манжету.
Назначение технического требования — предохранение манжеты от повреждений при монтаже и обеспечение надежной герметичности сопряжения.
Рекомендуется [9] принимать Ra = 2.5 мкм.
Позиция 6. Шероховатость базовых поверхностей крышек.
В соответствии с требованиями ГОСТ 18514—73 и ГОСТ 3325—85 шероховатость базовых поверхностей крышек рекомендуется принимать Ra = 1.6... 2.5 мкм.
Date: 2015-06-11; view: 1483; Нарушение авторских прав