Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Требования к измерениям сварных швов
|
|
| Контролируемый параметр | Условное обозначение (рис.8) | Номер рисунка | Средства измерений. Требования к измерениям |
| 1. Ширина шва | е, e1 | 8, а, в | Штангенциркуль или шаблон универсальный. Измерение — см. п. 6.5.5 |
| 2. Высота шва | q, q1 | 8, а, в | Тоже |
| 3. Выпуклость обратной стороны шва | q1 | 8, а, в | Штангенциркуль. Измерение согласно п. 6.5.5 |
| 4. Вогнутость обратной стороны шва | q2 | 8, 6 | Штангенциркуль, в том числе модернизированный (рис. 9). Измерения в 2—3 местах в зоне максимальной величины |
| 5. Глубина подреза (неполного заполнения разделки) | b2, b3 | 8, г | Штангенциркуль, в том числе модернизированный (рис. 9). Приспособление для измерения глубины подрезов (рис. 10) |
| 6. Катет углового шва | к, к1 | 8, ж | Штангенциркуль или шаблон. Измерение согласно п. 6.5.5 |
| 7. Чешуйчатость шва | D1 | 8, д | Штангенциркуль, в том числе модернизированный (рис. 9). Измерения не менее чем в 4 точках по длине шва |
| 8. Глубина запада-ний между валиками | D2 | 8, д | Тоже |
| 9. Размеры (диаметр, длина, ширина) одиночных несплошностей | dg, lg, bg | 8, е | Лупа измерительная. Измерению подлежит каждая несплошность |
6.5.5. Измерительный контроль геометрических размеров сварного соединения (конструктивных элементов сварных швов, геометрического положения осей или поверхностей сваренных деталей, углублений между валиками и чешуйчатости поверхности шва, выпуклости и вогнутости корня односторонних швов и т.д.) следует проводить в местах, указанных в рабочих чертежах, НД, ПТД или ПДК, а также в местах, где допустимость указанных показателей вызывает сомнения по результатам визуального контроля.
При контроле стыковых сварных соединений труб наружным диаметром до 89 мм включительно с числом однотипных соединений более 50 на одном изделии допускается определение размеров шва выполнять на 10—20 % соединений в одном-двух сечениях, при условии, что при визуальном контроле, которому подвергают все соединения, нет сомнений в части отклонения размеров (ширина, высота) шва от допуска.
6.5.6. При измерительном контроле наплавленного антикоррозионного покрытия его толщину на цилиндрических поверхностях проводить не менее чем через 0,5 м в осевом направлении и через каждые 60° по окружности при ручной наплавке и 90° при автоматической наплавке.
На плоских и сферических поверхностях проводят не менее одного замера на каждом участке размером до 0,5x0,5 м при автоматической наплавке.
6.5.7. При контроле угловых швов сварных соединений катеты сварного шва измеряют с помощью специальных шаблонов (рис. 11). Определение размеров высоты, выпуклости и вогнутости углового шва выполняется расчетным путем и только в тех случаях, когда это требование предусмотрено конструкторской документацией. Измерение выпуклости, вогнутости и высоты углового шва проводится с помощью шаблонов, например шаблоном В.Э. Ушерова-Маршака (см. рис. 6).
6.5.8. Измерение глубины западаний между валиками при условии, что высоты валиков отличаются друг от друга, выполняют относительно валика, имеющего меньшую высоту. Аналогично определяют и глубину чешуйчатости валика (по меньшей высоте двух соседних чешуек).
Измерительный контроль сварных соединений и наплавок (высота и ширина сварного шва, толщина наплавки, размеры катетов угловых швов, западания между валиками, чешуйчатость шва, выпуклость и вогнутость корневого шва, величина перелома осей соединяемых цилиндрических элементов, форма и размеры грата и т.д.), указанный в пп. 6.5.5, 6.5.8 и табл. 8, следует выполнять на участках шва, где допустимость этих показателей вызывает сомнение по результатам визуального контроля, если в НД и ПТД не содержится других указаний.

 6.5.10. Выпуклость (вогнутость) стыкового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от уровня расположения наружной поверхности деталей. В том случае, когда уровни поверхностей деталей одного типоразмера (диаметр, толщина) отличаются друг от друга, измерения следует проводить относительно уровня поверхности детали, расположенной выше уровня поверхности другой детали (рис. 12).
6.5.10. Выпуклость (вогнутость) стыкового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от уровня расположения наружной поверхности деталей. В том случае, когда уровни поверхностей деталей одного типоразмера (диаметр, толщина) отличаются друг от друга, измерения следует проводить относительно уровня поверхности детали, расположенной выше уровня поверхности другой детали (рис. 12).
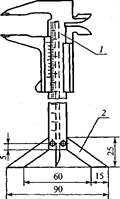
Рис. 9. Штангенциркуль типа ШЦ-1 с опорой: 1 — штангенциркуль; 2 — опора
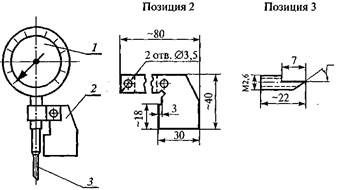
Рис. 10. Приспособление для измерения глубины подрезов:
7 — индикатор «0—10» с поворотной шкалой; 2 — опорный
кронштейн; 3 — измерительная игла

Рис. 11. Специальный шаблон для контроля сварных швов

Рис. 12. Измерение выпуклости (вогнутости) стыкового шва (g) при
различном уровне наружных поверхностей деталей, вызванном
смещением при сборке соединения под сварку
В том случае, когда выполняется сварка деталей с различной толщиной стенки и уровень поверхности одной детали превышает уровень поверхности второй детали, оценку выпуклости (вогнутости) поверхности шва выполняют относительно линии, соединяющей края поверхности шва в одном сечении (рис. 13).
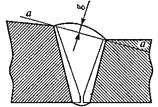
Рис. 13. Измерение выпуклости (вогнутости) стыкового шва (g)
при различном уровне наружных поверхностей деталей, вызванном
разницей в толщинах стенок
6.5.11. Выпуклость (вогнутость) углового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении (рис. 14).
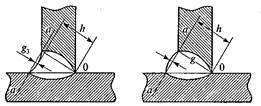
Рис. 14. Измерение выпуклости (g) и вогнутости (g3) наружной поверхности и высоты (h) углового шва
6.5.12. Размеры выпуклости (вогнутости) стыкового (рис. 13) и углового (рис. 14) швов определяются шаблонами, например, конструкции В.Э. Ушерова-Маршака или специально для этой цели предназначенными специализированными шаблонами.
6.5.13. Выпуклость (вогнутость) корня шва оценивается по максимальной высоте (глубине) расположения поверхности корня шва от уровня расположения внутренних поверхностей сваренных деталей.
В том случае, когда уровни внутренних поверхностей разные, измерения выпуклости (вогнутости) корня шва следует проводить согласно рис. 15.
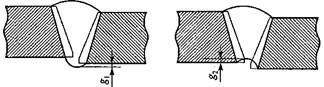
Рис. 15. Измерение выпуклости (g1) и вогнутости (g2) корня шва стыкового одностороннего шва
6.5.14. Измерения отдельных размеров сварного соединения с помощью универсального шаблона типа УШС приведены на рис. 16.
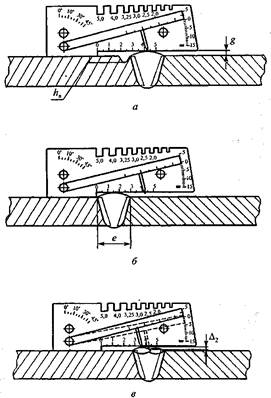
Рис. 16. Измерения с помощью шаблона УШС размеров сварного шва:
а — измерение высоты шва (g) и глубины подреза (hп); б — измерение
ширины шва (е); в — измерение западаний между валиками (2)
6.5.15. Измерения чешуйчатости и западаний между валиками шва, глубины и высоты углублений (выпуклостей) в сварном шве и металле разрешается определять по слепку, снятому с контролируемого участка. Для этого применяют пластилин, воск, гипс и другие материалы. Измерения проводят с помощью измерительной лупы или на микроскопе после разрезки слепка механическим путем.
6.5.16. Измерения перелома осей цилиндрических элементов и углового смещения плоскостей деталей, а также несимметричности штуцера (привариваемой трубы в угловом соединении труб) следует выполнять с учетом пп. 6.6.9 и 6.6.10.
Date: 2015-06-11; view: 793; Нарушение авторских прав