Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Порядок выполнения визуального и измерительного контроля сварных соединений (наплавок)
|
|
6.5.1. Визуальный и измерительный контроль сварных соединений (наплавок) выполняется при производстве сварочных наплавочных) работ и на стадии приемосдаточного контроля готовых сварных соединений. В случае если контролируется многослойное сварное соединение, визуальный контроль и регистрация его результатов могут проводиться после выполнения каждого слоя послойный визуальный контроль в процессе сварки.
Послойный визуальный контроль в процессе сварки выполняется в случае невозможности проведения ультразвукового или радиационного контроля, а также по требованию Заказчика или в соответствии с ПТД.
6.5.2. Послойный визуальный контроль в процессе сварки выполняется с целью выявления недопустимых поверхностных дефектов (трещин, пор, включений, прожогов, свищей, усадочных раковин, несплавлений, грубой чешуйчатости, западаний между валиками, наплывов) в каждом слое (валике) шва. Выявлению при контроле дефекты подлежат исправлению перед началом сварки последующего слоя (валика) шва. По требованию Заказчика или соответствии с ПТД сварные соединения, выполненные с послойным визуальным контролем, подлежат дополнительно контролю капиллярной или магнитопорошковой дефектоскопией на доступных участках.
6.5.3. В выполненном сварном соединении визуально следует контролировать:
отсутствие (наличие) поверхностных трещин всех видов и направлений;
отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, не проваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного материала);
качество зачистки металла в местах приварки временных технологических креплений, гребенок индуктора и бобышек крепления термоэлектрических преобразователей (термопар), а также отcyтствие поверхностных дефектов в местах зачистки;
качество зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) по последующий контроль неразрушающими методами (в случае если такой контроль предусмотрен ПТД);
наличие маркировки (клеймения) шва и правильность ее выполнения.
6.5.4. В выполненном сварном соединении измерениями необходимо контролировать:
размеры поверхностных дефектов (поры, включения и др.) выявленных при визуальном контроле;
высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности обратной стороны шва для контроля;
высоту (глубину) углублений между валиками (западания межваликовые) и чешуйчатости поверхности шва; подрезы (глубину и длину) основного металла; отсутствие непроваров (за исключением конструктивных непроваров) с наружной и внутренней стороны шва;
размеры катета углового шва;
отсутствие переломов осей сваренных цилиндрических элементов.
Измеряемые параметры и требования к выполнению измерительного контроля сварных швов приведены на рис. 8 и в табл. 5.
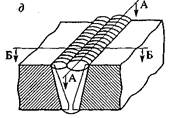
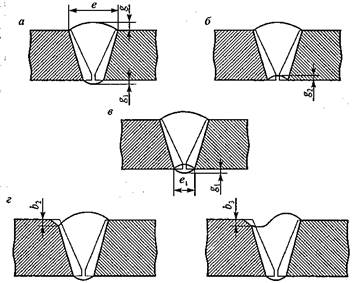
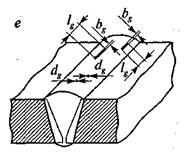


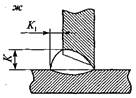
Рис. 8. Конструктивные элементы и дефекты сварного шва, подлежащие измерительному контролю (начало):
а, б— размеры (ширина, высота) стыкового одностороннего шва с наружной и внутренней стороны; в — то же двухстороннего сварного шва; г — подрез и неполное заполнение разделки кромок д — чешуйчатость (D1) шва и западание между валиками шва (2); е — размеры поверхностных включений (диаметр — dg; длина — /g; ширина — bg включения); ж — размеры катета шва углового (таврового, нахлесточного) соединения
Таблица 5
Date: 2015-06-11; view: 783; Нарушение авторских прав