Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Контролируемые параметры и средства измерений при сборке деталей под сварку
|
|
| Контролируемый параметр | Условное обозначение параметра | Номер рисунка | Средства измерений. Требования к измерениям |
| 1. Зазор в соединении | а | 3,а,б,в,г, д,е,ж,и, к', с, т | Щуп, шаблон универсальный. Измерение — см. п. 6.4.8 |
| 2. Специальный зазор | а1 | 3, и, к | Щуп. Измерение — см. п. 6.4.8 |
| 3. Смещение кромок деталей с внутренней стороны соединения | b | 3, а | Линейка и щуп. Измерение — см. п. 6.4.8 |
| 4. Смещение кромок деталей с нужной стороны соединения | F | 3, а, б | Линейка и щуп. Измерение — см. п. 6.4.8 |
| 5. Зазор между подкладной пластиной (кольцом) и внутренней поверхностью детали | b1 | 3, 6 | Шаблон универсальный или специальный. Измерения не менее чем в трех точках по длине (периметру) соединения |
| 6. Смещение привариваемого элемента в угловом соединении | Z | 3, д | Штангенциркуль, линейка. Измерения не менее чем в трех точках по длине |
| 7. Размер перекрытия деталей в нахлесточном соединении | Е | 3, б, е | Линейка. Измерения не менее чем в двух точках по длине |
| 8. Несимметричность штуцера | d2 | 3, м | Линейка. Измерения не менее чем в двух точках по длине |
| 9. Смещение проволочной вставки с внутренней стороны | b2 | 3, ж | Штангенциркуль, шаблон или щуп. Измерения выполняются после прихватки вставки к кромке разделки одной из деталей |
| 10. Зазор в замке расплавляемого кольца (вставки) | а2 | - | Шаблон универсальный или щуп. Измерения выполняются после прихватки вставки к одной из деталей |
| 11. Несимметричность углового соединения труб | d2 | 3, н | Контрольный стенд специальный. Измерения согласно п. 6.4.13 |
| 12. Расстояние от приваренного элемента крепления до кромки разделки | С | 3, л | Линейка. Измерению подлежит каждый элемент крепления |
| 1З. Катет шва приварки элемента крепления | к, к1 | 3, л | Линейка и щуп, штангенциркуль, шаблон. Измерению подлежит каждый шов |
| 14. Перелом осей цилиндрических элементов и угловое смещение поверхностей листов | к | 3,п | Линейка (L = 400 мм) и щуп. Измерения — см. п. 6.4.12 |
| 15. Длина прихватки | lп | 3, р | Линейка и штангенциркуль. Измерения каждой прихватки |
| 16. Высота прихватки | hп | 3, р | Штангенциркуль. Измерения каждой прихватки |
| 17. Расстояние между прихватками | Lп | 3, р | Линейка. Измерения расстояния между прихватками соединения выполняются в случаях, когда расстояние между прихватками регламентируется технической документацией |
| 18. Глубина проникновения штуцера во внутреннюю полость | С1 | 3, с | Шаблон специальный |
Примечание. Допускаются другие способы и средства измерений, обеспечивающие требуемую ПТД точность измерения параметров подготовк деталей под сварку.
6.4.8. Измерительный контроль величины зазора в соединении, величины смещения кромок и перелома плоскостей в соединениях следует выполнять не реже чем через один метр по длине шва, но не менее чем в трех сечениях, равномерно расположенных по длине шва, если в НД и ПТД не указаны другие требования. При невозможности (отсутствие доступа) контроля смещения кромок с внутренней стороны соединения оценку возможного смещения следует проводить по смещению наружных кромок деталей — размер F (рис. 3, а, б) или по смещению притупления «усов» V-образной разделки — размер Р (рис. 2, б, в, ж).
6.4.9. Измерения в первую очередь следует выполнять на тех участках, которые вызывают сомнение по результатам визуального контроля.
6.4.10.Визуальному контролю подлежит каждая прихватка в соединении. Измерительному контролю подвергаются прихватки, размеры которых вызывают сомнения по результатам визуального контроля.
6.4.11.Измерения швов приварки временных технологических креплений и расстояния от приварного элемента крепления до кромки разделки выполняют в одном месте. Контролю подлежит каждое крепление.
6.4.12.Перелом осей, собранных под сварку кольцевых соединений цилиндрических элементов, измеряется в 2—3 сечениях (в зоне максимального излома, выявленного при визуальном контроле) на расстоянии 200 мм от центра соединения. При отсутствии прямолинейного участка детали длиной 200 мм разрешается измерение размера проводить на участке меньшей длины с последующим пересчетом к длине 200 мм по формуле

Где kt и L — размер перелома осей и расстояние от соединения, на котором выполнено измерение (рис. 4). В случае, когда измерения по данной методике не обеспечивают требуемой точности, измерения следует проводить по специальной методике.

Рис 4. Измерение перелома осей цилиндрических элементов
6.4.13. Несимметричность в поперечном сечении штуцера привариваемой трубы в угловом соединении определяется путем выполнения не менее двух измерений в одном сечении. Разрешается выполнять измерительный контроль несимметричности отверстия под штуцер привариваемой трубы в угловом соединении на стадии контроля подготовки деталей под сварку.
6.4.14. Схемы измерения отдельных размеров подготовки деталей под сборку и сборки соединений под сварку с помощью шаблона универсального типа УШС приведены на рис. 5. Допускается применение шаблонов конструкций В.Э. Ушерова-Маршака и А.И. Красовского (рис. 6 и 7).
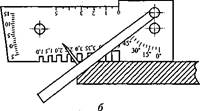
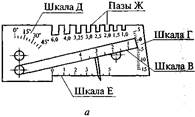
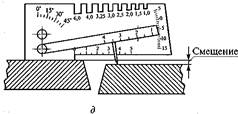
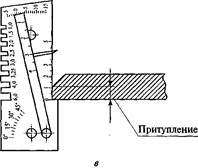
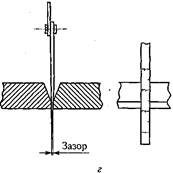
Рис. 5. Контроль универсальным шаблоном сварщика УШС (начало): а — общий вид шаблона УШС; б— измерение угла скоса разделки; в — измерение размера притупления кромки р г — измерение зазора в соединении а; измерение смещения наружных кромок деталей F
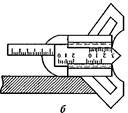
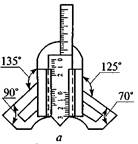
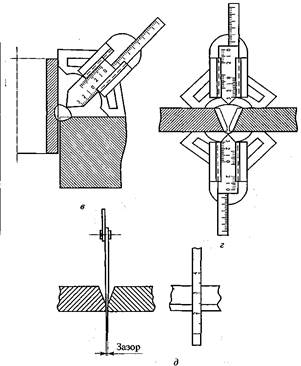
Рис. 6. Контроль шаблоном конструкции
В.Э. Ушерова-Маршака (начало): а — общий вид шаблона; б — измерение угла скоса разделки; в — измерение высоты катета углового шва К; г — измерение высоты валика усиления g и выпуклости корня шва g1 стыкового сварного соединения; д — измерение зазора а в соединении при подготовке деталей к сварке
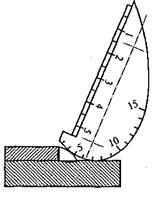
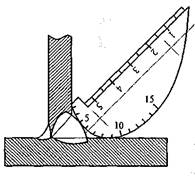
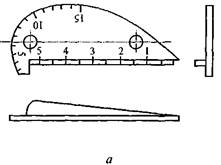
Рис. 7. Контроль шаблоном конструкции А.И. Красовского (начало):
а — общий вид шаблона; б, в — контроль тавровых и нахлесточных сварных соединений;
г — контроль стыковых сварных соединений; д — измерение зазора между кромками
Date: 2015-06-11; view: 1276; Нарушение авторских прав