Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Накатывание ротационным инструментом
|
|
Инструменты, деформирующие элементы которых взаимодействуют с обрабатываемой деталью в условиях трения качения, относятся к ротационным инструментам. Применяются при отделочных, калибрующих и упрочняющих обработках внутренних и наружных цилиндрических и плоских поверхностей, конических, шаровых, фасонных и плоских поверхностей, резьб, зубчатых колес, червяков, галтелей, коленчатых валов.
Упрочнение поверхностного слоя металла изготовляемых деталей пластическим деформированием – один из наиболее простых и эффективных технологических путей повышения работоспособности и надежности изделий машиностроения. Повышается твердость и прочность поверхностного слоя, формируются благоприятные остаточные напряжения, уменьшается параметр шероховатости Ra, увеличиваются радиусы закругления вершин, относительная опорная длина профиля и т. п.
Наиболее широко применяют способы обкатывания и раскатывания шариковыми и роликовыми обкатками наружных и внутренних цилиндрических, плоских и фасонных поверхностей. Цилиндрические наружные, внутренние, фасонные поверхности обрабатываются, как правило, на токарных, револьверных, сверлильных и других станках; плоские поверхности – на строгальных, фрезерных станках.
Способы обкатывания поверхностей роликам
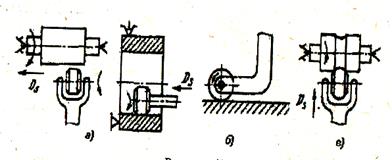
Рисунок 11.1 – Схемы обкатывания поверхностей роликами
В зависимости от назначения (отделочные, упрочняющие или отделочно-упрочняющие) режим обработки будет различным. Особенно это относится к усилию деформирования, т. к. путем изменения его величины можно в значительной степени управлять процессом накатывания, обеспечивая заданные свойства поверхности.
При работе ротационным инструментом на сглаживающих режимах, твердость увеличивается на 15-25%, а при обработке на упрочняющих режимах на 80-120%.
На величину остаточных напряжений влияют геометрические параметры и размеры деформирующих элементов, их количество, режим обработки. Остаточные напряжения при обкатывании многошариковым инструментом в 1,5 раза выше, чем при обработке роликовым.
Накатывание различных поверхностей шариковым и роликовым инструментом улучшает эксплуатационные свойства деталей машин, повышает износостойкость по сравнению с тонким шлифованием, хонингованием, суперфинишированием, полированием.
Период приработки поверхностей в 5-20 раз меньше по сравнению с поверхностями, обработанными абразивным инструментом.
Накатывание и раскатывание сырых и закаленных сталей повышает контактную усталостную прочность деталей типа колец, подшипников качения, обгонных роликовых муфт, крестовин карданных валов.
Доронование
Внутренние цилиндрические поверхности, кроме рассмотренных операций раскатывания, пластически деформируют путем прошивания и протягивания выглаживающими прошивками и протяжками (доронование) и шариками.

Рисунок 11.2 - Типы дорнов
Обработка доронованием заключается в том, что инструмент (дорн) диаметр которого несколько больше размера обрабатываемого отверстия, проталкивается (протягивается) через него, при этом за счет пластической деформации отверстие увеличивается, происходит сглаживание исходной шероховатости и упрочнение поверхности металла.
Процесс доронования используется при отделочно-упрочняющей обработке сквозных отверстий, но немало прошивается и глухих отверстий.
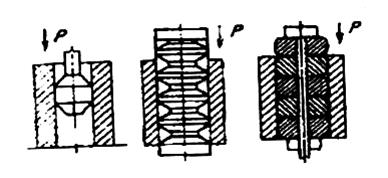
Рисунок 11.3 - Схемы доронования отверстии:
а - однозубым дорном; б – многозубым дорном;
в – многозубым составным дорном
Сквозные отверстия прошиваются шарами и выглаживающими прошивками, а также выглаживаются протяжками.
Недостатки дорнов и сглаживающих протяжек быстрый износ, из-за чего ухудшается качество обрабатываемой поверхности. Другой недостаток – образование на кольцах нароста, что приводит также к ухудшению качества поверхности.
Для получения поверхностей с минимальным параметром шероховатости и упрочненным слоем небольшой глубины применяют алмазное выглаживание. Процесс аналогичен обкатыванию, но инструментом служит кристалл алмаза, находящийся в специальной державке.
К методам пластического деформирования, упрчняющим поверхности деталей, также относятся:
- обработка дробью;
- гидровиброударная обработка;
- электромагнитная;
- ультрозвуковое упрочнение и др.
Date: 2016-08-31; view: 633; Нарушение авторских прав