Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Ручная электродуговая наплавка стальных деталей
|
|
Качество металла, наплавленного на изношенную стальную поверхность, зависит от состояния поверхности перед наплавкой, от качества и марки электродов и от технологии наплавки.
Наплавка выполняется короткой дугой, валики должны перекрывать друг друга на ½—⅓ своей ширины. Высота наплавленного металла зависит от величины износа поверхности и припуска на механическую обработку (2—3 мм на сторону). Во избежание коробления детали валики наплавляют с диаметрально противоположных сторон с перерывами для охлаждения. Для наплавки применяют электроды с толстым покрытием.
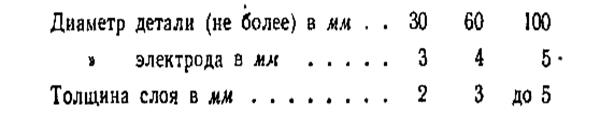
Диаметр электрода выбирают в зависимости от толщины слоя наплавки и диаметра детали по следующим данным:
|
Марку электродов выбирают в зависимости от материала наплавляемой детали.
Продолжительность наплавки зависит от диаметра электрода и величины сварочного тока.
Основное время определяется по формуле

Величина сварочного тока I и коэффициент наплавки аH выбираются в зависимости от марки электрода и его диаметра.
Таблица 6 Характеристика электродов и режимы наплавки из углеродистых сталей
| Электроды | Диаметр в мм | Коэффициент наплавки в г/а-ч | Величина тока в а | |
| марка | Назначение | |||
| УОНИ– 13/45 | Наплавка особо ответственных деталей, работающих при различных нагрузках | 9,8 | 80-100 130-150 170-200 210-240 | |
| У - 340 | Наплавка деталей твердостью НВ280-360 | 160-220 200-240 | ||
| ОЗН - 300 | Наплавка деталей твердостью НВ280-330 | 170-220 210-240 | ||
| ОЗН - 350 | Наплавка деталей твердостью НВ320-380 | 170-220 210-240 |
Date: 2016-05-23; view: 742; Нарушение авторских прав