Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Спецификация
|
|
В соответствии с ГОСТ 2.108-68 спецификация – документ, определяющий состав сборочной единицы, комплекса и комплекта, является обязательным основным документом. Она необходима для изготовления, комплектования конструкторской документации и планирования запуска в производство изделий. Составляется спецификация на отдельных листах формата А4 по формам 1 (см. рис. 5) и 1а.
Спецификация в общем случае состоит из разделов, которые располагаются в следующей последовательности: документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты. Наличие тех или иных разделов определяется составом специфицируемого изделия. Наименование каждого раздела указывается в виде заголовка в графе «Наименование» и подчеркивается.
В раздел «Документация» вносятся документы, составляющие основной комплект конструкторских документов каждого изделия, кроме спецификации. Например, Сборочный чертеж, Пояснительная записка, Кинематическая схема и т.д.
В разделы «Комплексы», «Сборочные единицы» и «Детали» вносятся комплексы, сборочные единицы и детали, непосредственно входящие в специфицируемое изделие. Запись указанных изделий рекомендуется производить в алфавитном порядке.
В разделе «Стандартные изделия» записываются вначале изделия, применяемые по государственным стандартам, затем по отраслевым стандартам и по стандартам предприятия. В пределах каждой категории стандартов запись производится по группам изделий, объединенных по функциональному назначению (например, крепежные изделия, подшипники и т.п.). В пределах каждой группы – в алфавитном порядке наименования изделий, а в пределах каждого наименования – в порядке возрастания основных параметров или размеров изделия. Для деталей, на которые не выпущены чертежи, указывается наименование и материал, а также размеры, необходимые для изготовления.
В разделе «Прочие изделия» вносятся изделия, примененные по техническим условиям, за исключением стандартных. Запись изделий производится по однородным группам; в пределах группы – в алфавитном порядке наименований изделий, а в пределах каждого наименования – в порядке возрастания основных параметров или размеров изделия.
В разделе «Материалы» вносятся все материалы, непосредственно входящие в специфируемое изделие.
Графы спецификации заполняются следующим образом.
В графе «Формат» указывается формат документов. Если документ выполнен на нескольких листах различных форматов, то в графе проставляется «звездочка», а в графе «Примечание» перечисляются все форматы в порядке их увеличения. Для документов, записанных в разделах «Стандартные изделия», «Прочие изделия» и «Материалы», графа не заполняется. Для деталей, на которые не выпущены чертежи, в графе указывается: БЧ.
В графе «Зона» указывается обозначение зоны, в которой находится номер позиции, записываемой составной части (при разбивке поля чертежа на зоны).
В графе «Поз» указываются порядковые номера составных частей.
В графе «Обозначение» указываются обозначения записываемых конструкторских документов. В разделах «Стандартные изделия», «Прочие изделия» и «Материалы» графа не заполняется.
В графе «Кол» указывается: для составных частей – количество на одно изделие; в разделе «Материалы» – общее количество материалов на одно изделие с указанием единиц измерения.
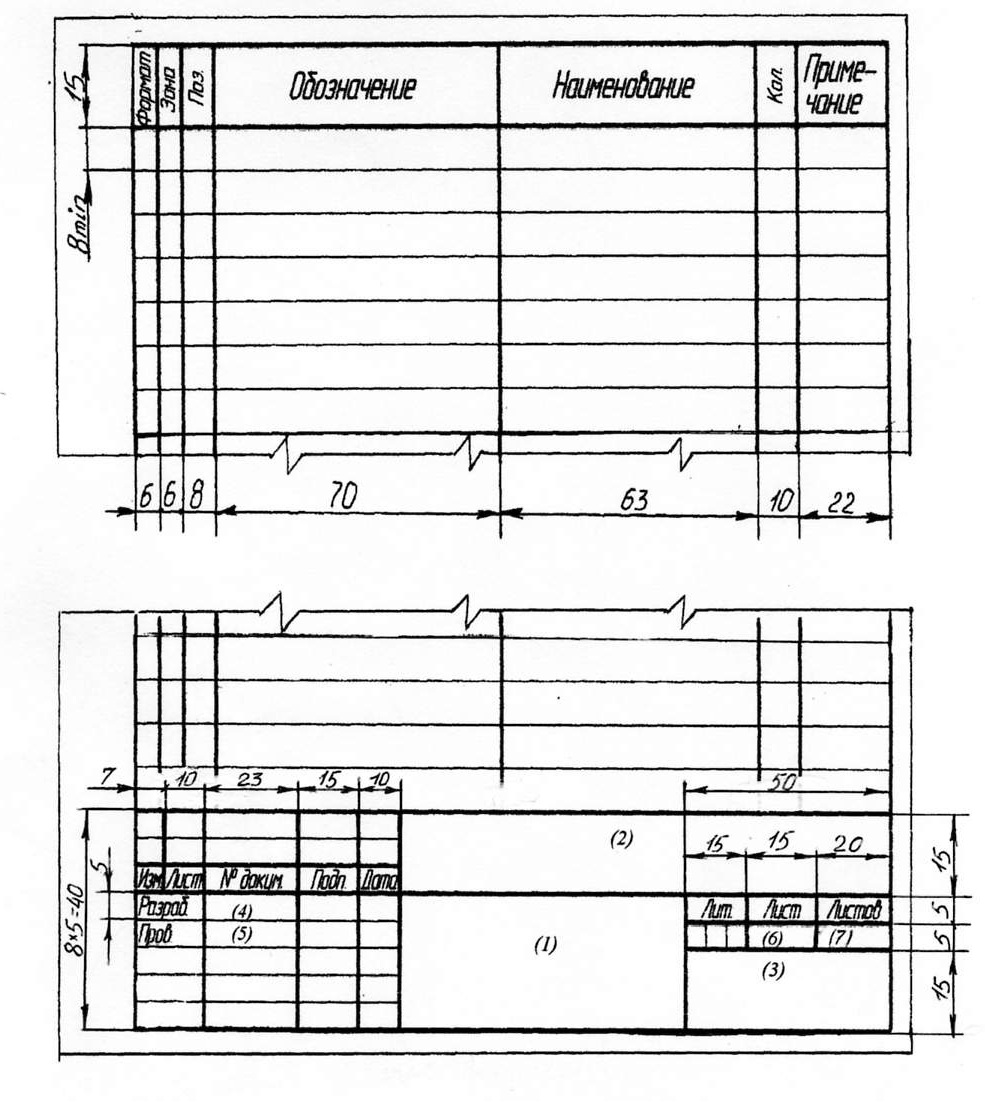 Рис. 5
Рис. 5
После каждого раздела спецификации оставляется несколько свободных строк для дополнительных записей. Полезно резервировать и номера позиций, которые проставляются в спецификацию при заполнении резервных строк.
Допускается совмещать спецификацию со сборочным чертежом, выполненным на листе формата А4.
На рис. 6 дана спецификация вентиля к сборочному чертежу, выполненному на рис. 4.
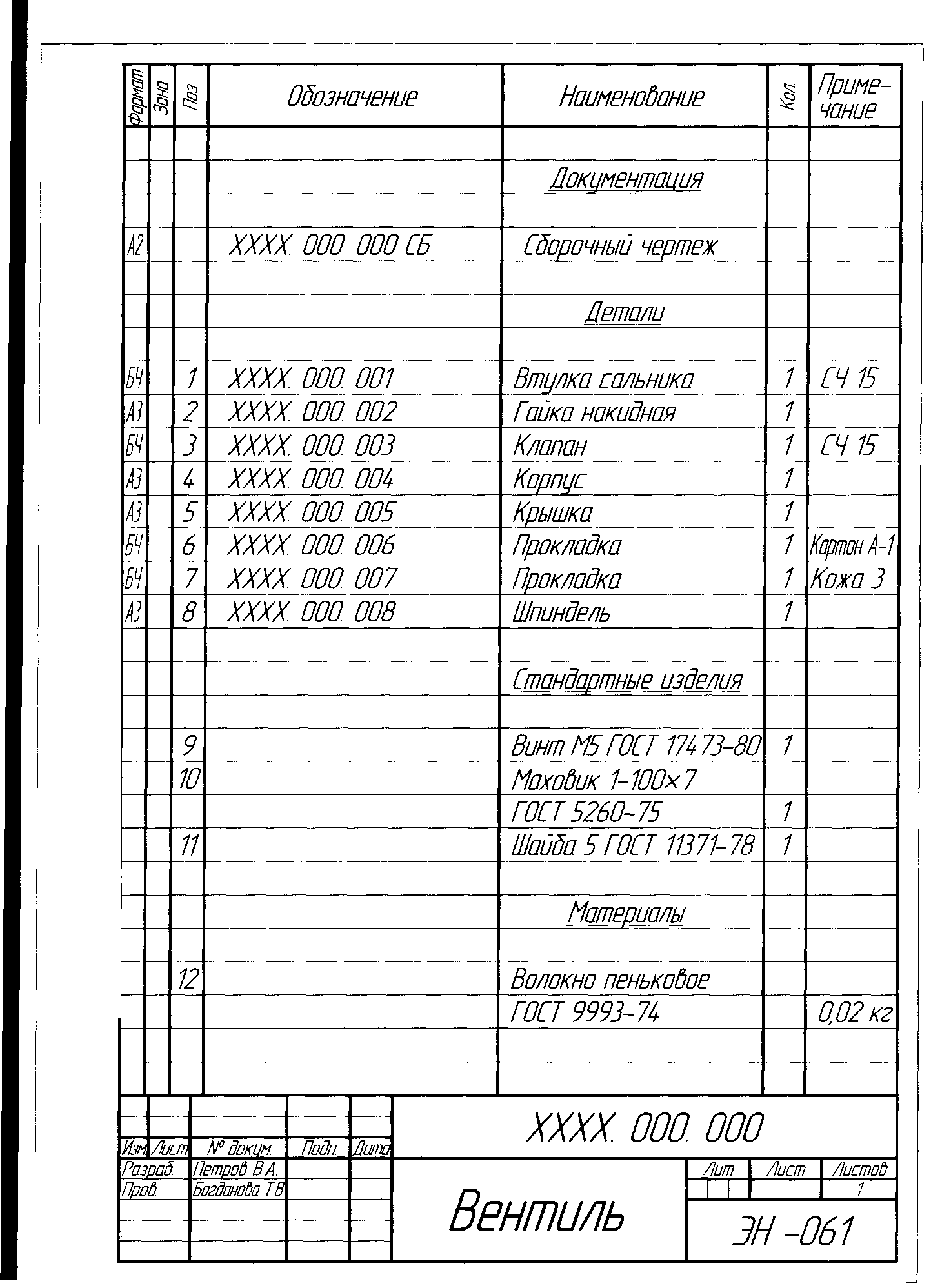
Рис. 6
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
6. ГОСТы ЕСКД. Общие требования выполнения чертежей. – М.: Изд-во стандартов, 1984. – 240 с.
7. Брилинг Н. С. Черчение: справ. пособие / Н. С. Брилинг, С. Н. Балякин. – М.: Стройиздат, 1994. – 421 с.: ил.
8. Справочное руководство по черчению / В. Н. Богданов, И. Ф. Малежик, А. П. Верхола [и др.]. – М.: Машиностроение, 1989. – 864 с.
9. Новичихина Л. И. Техническое черчение. Справочное пособие. – Минск: Высш. шк, 1983. – 222 с.: ил.
10. Федоренко В. А. Справочник по машиностроительному черчению / В. А. Федоренко, А. И. Шошин. – Л.: Машиностроение, 1981. – 416 с.: ил.
ПРИЛОЖЕНИЕ 1
Таблица 1.1
Диаметры и шаги для метрической резьбы, мм
| Диаметр d резьбы | Шаг Р | |||
| 1-й ряд | 2-й ряд | 3-й ряд | Крупный | Мелкий |
| - | - | 0,80 | 0,5 | |
| - | - | (5,5) | - | 0,5 |
| - | - | 0,75; 0,5 | ||
| - | - | 0,75; 0,5 | ||
| - | - | 1,25 | 1; 0,75; 0,5 | |
| - | - | (1,25) | 1; 0,75; 0,5 | |
| - | - | 1,5 | 1,25; 1; 0,75; 0,5 | |
| - | - | (1,5) | 1; 0,75; 0,5 | |
| - | - | 1,75 | 1,5; 1,25; 1; 0,75; 0,5 | |
| - | - | 1,5; 1,25; 1; 0,75; 0,5 | ||
| - | - | - | 1,5; (1) | |
| - | - | 1,5; 1; 0,75; 0,5 | ||
| - | - | - | 1,5; (1) | |
| - | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 | |
| - | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 | |
| - | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 | |
| - | - | 2; 1,5; 1; 0,75 | ||
| - | - | - | 2; 1,5; (1) | |
| - | - | (26) | - | 1,5 |
| - | - | 2; 1,5; 1; 0,75 | ||
| - | - | (28) | - | 2; 1,5; 1 |
| - | - | 3,5 | (3); 2; 1,5; 1; 0,75 | |
| - | - | (32) | - | 2; 1,5 |
| - | - | 3,5 | (3); 2; 1,5; 1; 0,75 | |
| - | - | - | 1,5 | |
| - | - | 3; 2; 1,5; 1 | ||
| - | - | (38) | - | 1,5 |
| - | - | 3; 2; 1,5; 1 | ||
| - | - | - | (3); (2); 1,5 |
Продолжение табл. 1.1
| Диаметр d резьбы | Шаг Р | |||
| 1-й ряд | 2-й ряд | 3-й ряд | Крупный | Мелкий |
| - | - | 4,5 | (4); 3; 2; 1,5; 1 | |
| - | - | 4,5 | (4); 3; 2; 1,5; 1 | |
| - | - | (4); 3; 2; 1,5; 1 | ||
| - | - | - | (3); (2); 1,5 | |
| - | - | (4); 3; 2; 1,5; 1 | ||
| - | - | - | (4); (3); 2; 1,5 | |
| - | - | 5,5 | 4; 3; 2; 1,5; 1 | |
| - | - | - | (4); (3); 2; 1,5 | |
| - | - | (5,5) | 4; 3; 2; 1,5; 1 | |
| - | - | - | (4); (3); 2; 1,5 | |
| - | - | 4; 3; 2; 1,5; 1 | ||
| - | - | - | (4); (3); 2; 1,5 | |
| - | - | 4; 3; 2; 1,5; 1 | ||
| - | - | - | (6); (4); (3); 2; 1,5 | |
| - | - | - | 6; 4; 3; 2; 1,5; 1 | |
| Примечания. 1. Диаметры и шаги резьбы, заключенные в скобки, по возможности не применять. 2. При выборе диаметров резьб следует предпочитать первый ряд второму, а второй – третьему. |
Таблица 1.2
Основные размеры трубной цилиндрической резьбы
(ГОСТ 6357-73)
| Диаметр d резьбы, дюймы | Число ниток на 1² | Шаг Р, мм | Диаметр резьбы, мм | |||
| 1-й ряд | 2-й ряд | наружный | средний | внутренний | ||
| ⅛ | - | 0,907 | 9,728 | 9,147 | 8,566 | |
| ¼ | - | 1,337 | 13,157 | 12,301 | 11,445 | |
| ⅜ | - | 16,662 | 15,806 | 14,950 |
Продолжение табл. 1.2
| Диаметр d резьбы, дюймы | Число ниток на 1² | Шаг Р, мм | Диаметр резьбы, мм | |||
| 1-й ряд | 2-й ряд | наружный | средний | внутренний | ||
| ½ | - | 1,814 | 20,955 | 19,793 | 18,631 | |
| - | ⅝ | 22,911 | 21,749 | 20,587 | ||
| ¾ | - | 26,441 | 25,279 | 24,117 | ||
| - | ⅞ | 30,201 | 29,039 | 27,877 | ||
| - | 2,309 | 33,249 | 31,770 | 30,291 | ||
| - | 1⅛ | 37,897 | 36,418 | 34,939 | ||
| 1¼ | - | 41,910 | 40,431 | 38,952 | ||
| - | 1⅜ | 44,323 | 42,844 | 41,365 | ||
| 1½ | - | 47,803 | 46,324 | 44,845 | ||
| - | 1¾ | 53,746 | 52,267 | 50,788 | ||
| - | 59,614 | 58,135 | 56,656 | |||
| - | 2¼ | 65,710 | 64,231 | 62, 752 | ||
| 2½ | - | 75,184 | 73,705 | 72,226 | ||
| Примечание. При выборе размеров резьбы первый ряд следует предпочитать второму |
Таблица 1.3
Размеры фасок для трубной цилиндрической резьбы
(ГОСТ 10549-80)
| Фаска,z | Диаметр резьбы, дюймы | ||||
| ⅛ | ¼ | ⅜ | ½-⅞ | 1-2½ | |
| Для внутренней резьбы | 1,6 | 1,6 | |||
| Для наружной резьбы | 1,6 | 1,6 | 2,5 |
Таблица 1.4
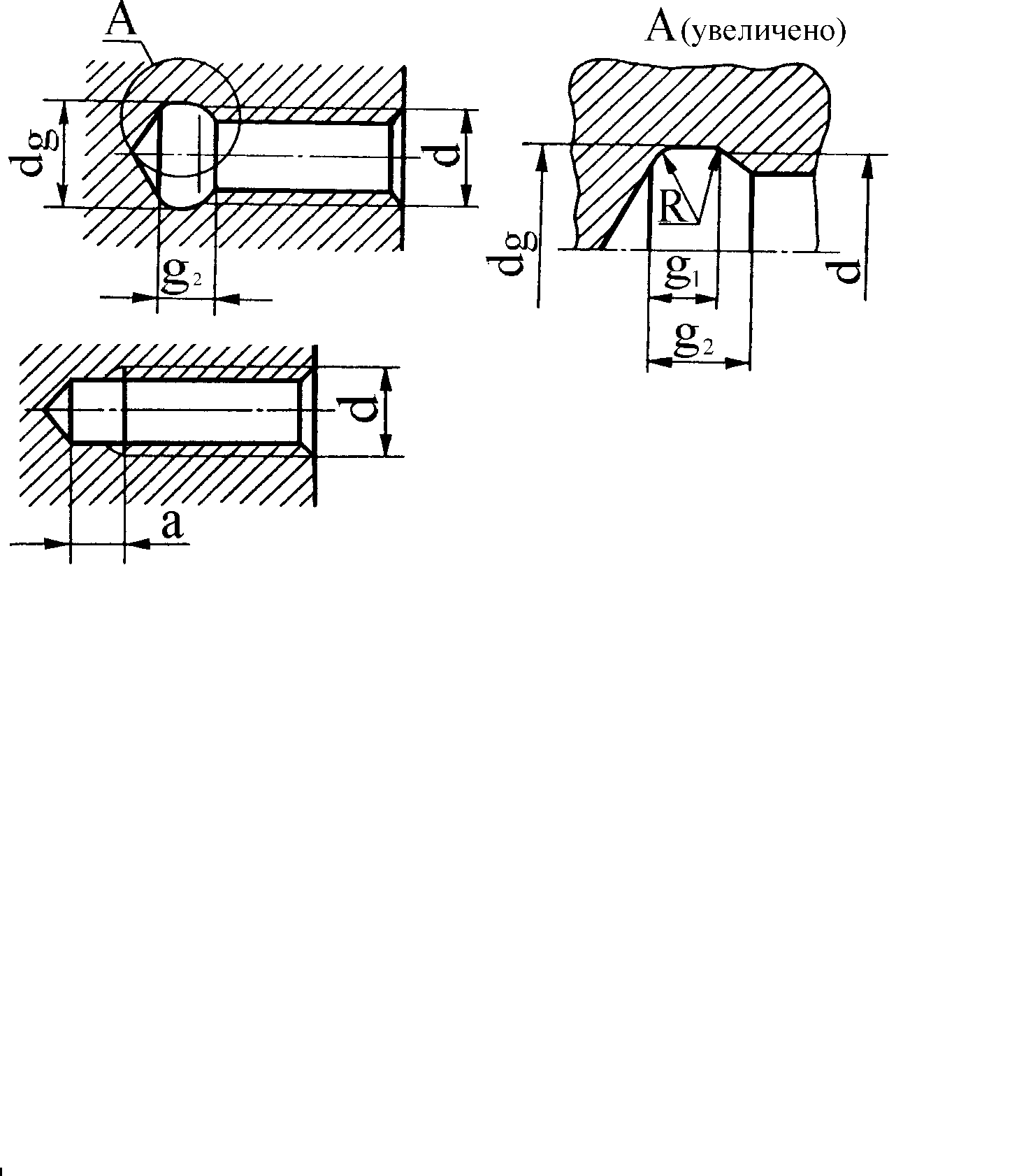
Размеры недорезов и проточек наружной метрической резьбы
(ГОСТ 27148-86), мм
| Шаг резьбы, Р | Фаска, z | Недорез a, не более | Проточка | |||||
| нормальный ≈ 3Р | короткий ≈ 2Р | длинный ≈ 4Р | dg | g1 не менее | g2 не более ≈ 3Р | r ≈ 0,5Р | ||
| 0,75 | 1,0 | 2,25 | 1,5 | 3,0 | d–1,2 | 1,2 | 2,25 | 0,4 |
| 0,8 | 1,0 | 2,4 | 1,6 | 3,2 | d–1,3 | 1,3 | 2,4 | 0,4 |
| 1,0 | 1,0 | 3,0 | 2,0 | 4,0 | d–1,6 | 1,6 | 3,0 | 0,6 |
| 1,25 | 1,6 | 3,75 | 2,5 | 5,0 | d–2,0 | 2,0 | 3,75 | 0,6 |
| 1,5 | 1,6 | 4,5 | 3,0 | 6,0 | d–2,3 | 2,5 | 4,5 | 0,8 |
| 1,75 | 1,6 | 5,25 | 3,5 | 7,0 | d–2,6 | 3,0 | 5,25 | 1,0 |
| 2,0 | 2,0 | 6,0 | 4,0 | 8,0 | d–3,0 | 3,4 | 6,0 | 1,0 |
| 2,5 | 2,5 | 7,5 | 5,0 | 10,0 | d–3,6 | 4,4 | 7,5 | 1,2 |
| 3,0 | 2,5 | 9,0 | 6,0 | 12,0 | d–4,4 | 5,2 | 9,0 | 1,6 |
| 3,5 | 2,5 | 10,5 | 7,0 | 14,0 | d–5,0 | 6,2 | 10,5 | 1,6 |
| 4,0 | 3,0 | 12,0 | 8,0 | 16.0 | d–5,7 | 7,0 | 12,0 | 2,0 |

|
Таблица 1.5
Размеры недорезов и проточек внутренней метрической резьбы
(ГОСТ 27148-86), мм
| Шаг резьбы, Р | Фаска, z | Недорез a, не менее | Проточка | |||||||
| нормальный | короткий | длинный | dg | g1 не менее | g2 не более | R ≈ 0,5Р | ||||
| нормальная | узкая | нормальная | узкая | |||||||
| 0,75 | 1,0 | 4,0 | 2,5 | 7,0 | d+0,3 | 3,0 | 1,9 | 4,0 | 2,9 | 0,4 |
| 0,8 | 1,0 | 4,0 | 2,5 | 8,0 | d+0,3 | 3,2 | 2,0 | 4,2 | 3,0 | 0,4 |
| 1,0 | 1,0 | 6,0 | 4,0 | 10,0 | d+0,5 | 4,0 | 2,5 | 5,2 | 3,7 | 0,6 |
| 1,25 | 1,6 | 8,0 | 4,0 | 12,0 | d+0,5 | 5,0 | 3,2 | 6,7 | 4,9 | 0,6 |
| 1,5 | 1,6 | 9,0 | 4,0 | 13,0 | d+0,5 | 6,0 | 3,8 | 7,8 | 5,6 | 0,8 |
| 1,75 | 1,6 | 11.0 | 5,0 | 16,0 | d+0,5 | 7,0 | 4,3 | 9,1 | 6,4 | 1,0 |
| 2,0 | 2,0 | 11,0 | 5,0 | 16,0 | d+0,5 | 8,0 | 5,0 | 10,3 | 7,3 | 1,0 |
| 2,5 | 2,5 | 12,0 | 6,0 | 18,0 | d+0,5 | 10,0 | 6,3 | 13,0 | 9,3 | 1,2 |
| 3,0 | 2,5 | 15,0 | 7,0 | 22,0 | d+0,5 | 12,0 | 7,5 | 15,2 | 10,7 | 1,6 |
| 3,5 | 2,5 | 17,0 | 8,0 | 25,0 | d+0,5 | 14,0 | 9,0 | 17,7 | 12,7 | 1,6 |
| 4,0 | 3,0 | 19,0 | 9,0 | 28,0 | d+0,5 | 16,0 | 10,0 | 20,0 | 14,0 | 2,0 |

   |
Таблица 1.6
Нормальные диаметры общего назначения (ГОСТ 6636-69)
| 0,5 | 4,0 | ||||||||
| 0,8 | 4,5 | ||||||||
| 1,0 | 5,0 | ||||||||
| 1,2 | 6,0 | ||||||||
| 1,5 | 7,0 | ||||||||
| 1,8 | 8,0 | ||||||||
| 2,0 | 9,0 | ||||||||
| 2,2 | |||||||||
| 2,5 | |||||||||
| 2,8 | |||||||||
| 3,0 | |||||||||
| 3,5 |
Примечание. Рекомендуется применять в первую очередь диаметры, оканчивающиеся на 0, во вторую – на 5, а в третью – на 2 и 8.
Таблица 1.7
Номинальные размеры «под ключ» (ГОСТ 6424-73)
| 3,2 | 5,5 | ||||||||
| 4,0 | 7,0 | ||||||||
| 5,0 | 8,0 |
| S |
| S |
| S |
Таблица 1.8
Радиусы скруглений (ГОСТ 10948-64*)
| 1-й ряд | 0,1 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 | |||||||
| 2-й ряд | 0,3 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 | 5,0 | 8,0 |
Примечание. При выборе радиусов скруглений 1-й ряд предпочитается 2-му.
Таблица 1.9
Номинальные размеры фасок
4 (ГОСТ 10948-64 и ГОСТ 4253-484)
| Угол фаски | 45º и 60º | 0,5 | 0,7 | 0,8 | 1,0 | 1,2 | 1,5 | 1,8 | 2,0 | 2,5 |
| 30º | – | – | 1,0 | – | – | – | 2,0 | 2,5 | 3,0 | |
| Угол фаски | 45º и 60º | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | |
| 30º | – | 30º | – | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 |
Примечание. Для неподвижных посадок следует принимать фаски: на конце вала 30º, в отверстии втулки 45º.
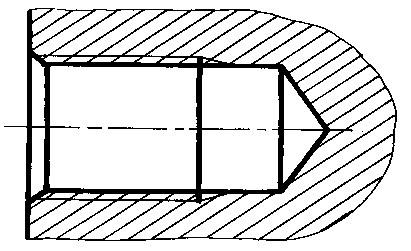
Таблица 1.10
Сальниковые войлочные кольца и канавки для них
| Вал | dВ | ||||||||||
| Кольцо | d | ||||||||||
| D | |||||||||||
| b | 2,5 | 3,5 | 5,0 | ||||||||
| Канавка | D1 | ||||||||||
| d1 | |||||||||||
| b1 | 2,0 | 3,0 | 4,0 | ||||||||
| b2 | 3,0 | 4,3 | 5,5 |
Продолжение табл. 1.10
Сальниковые войлочные кольца и канавки для них
| Вал | db | |||||||||||
| Кольцо | d | |||||||||||
| D | ||||||||||||
| b | 5,0 | 6,0 | 7,0 | |||||||||
| Канавка | D1 | |||||||||||
| d1 | ||||||||||||
| b1 | 4,0 | 5,0 | 6,0 | |||||||||
| b2 | 5,5 | 7,1 | 8,3 | |||||||||
Примечания: 1. Сальниковые войлочные кольца изготавливаются из грубошерстного войлока (ГОСТ 6418-67), полугрубошерстного (ГОСТ 6308-71), тонкошерстного (ГОСТ 288-72).
2. Пример обозначения кольца из грубошерстного войлока D = 52 мм, d = 39 мм, b = 5 мм (для уплотнения db = 40 мм):
Кольцо СГ 52-39-5  L t1UKDXHTtVBSKC5JzEtJzMnPS7VVqkwtVrK34+UCAAAA//8DAFBLAwQUAAYACAAAACEAEqOO/8YA AADdAAAADwAAAGRycy9kb3ducmV2LnhtbESPS4vCQBCE7wv+h6GFvYhOsqBodBQRfBwWwdfBW5Np k2CmJ2RGE//9jiDssaiqr6jZojWleFLtCssK4kEEgji1uuBMwfm07o9BOI+ssbRMCl7kYDHvfM0w 0bbhAz2PPhMBwi5BBbn3VSKlS3My6Aa2Ig7ezdYGfZB1JnWNTYCbUv5E0UgaLDgs5FjRKqf0fnwY Bby//L5kbDab5eqUbXt7e701O6W+u+1yCsJT6//Dn/ZOKxhO4gm834QnIOd/AAAA//8DAFBLAQIt ABQABgAIAAAAIQDw94q7/QAAAOIBAAATAAAAAAAAAAAAAAAAAAAAAABbQ29udGVudF9UeXBlc10u eG1sUEsBAi0AFAAGAAgAAAAhADHdX2HSAAAAjwEAAAsAAAAAAAAAAAAAAAAALgEAAF9yZWxzLy5y ZWxzUEsBAi0AFAAGAAgAAAAhADMvBZ5BAAAAOQAAABAAAAAAAAAAAAAAAAAAKQIAAGRycy9zaGFw ZXhtbC54bWxQSwECLQAUAAYACAAAACEAEqOO/8YAAADdAAAADwAAAAAAAAAAAAAAAACYAgAAZHJz L2Rvd25yZXYueG1sUEsFBgAAAAAEAAQA9QAAAIsDAAAAAA== " strokeweight="1.75pt"> L t1UKDXHTtVBSKC5JzEtJzMnPS7VVqkwtVrK34+UCAAAA//8DAFBLAwQUAAYACAAAACEATfXt38IA AADdAAAADwAAAGRycy9kb3ducmV2LnhtbERPTYvCMBC9L/gfwgh7WTRVULQaRQRdDyJY9eBtaMa2 2ExKE2399+YgeHy87/myNaV4Uu0KywoG/QgEcWp1wZmC82nTm4BwHlljaZkUvMjBctH5mWOsbcNH eiY+EyGEXYwKcu+rWEqX5mTQ9W1FHLibrQ36AOtM6hqbEG5KOYyisTRYcGjIsaJ1Tuk9eRgFfLjs X3JgttvV+pT9/x3s9dbslPrttqsZCE+t/4o/7p1WMJoOw/7wJjwBuXgDAAD//wMAUEsBAi0AFAAG AAgAAAAhAPD3irv9AAAA4gEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250ZW50X1R5cGVzXS54bWxQ SwECLQAUAAYACAAAACEAMd1fYdIAAACPAQAACwAAAAAAAAAAAAAAAAAuAQAAX3JlbHMvLnJlbHNQ SwECLQAUAAYACAAAACEAMy8FnkEAAAA5AAAAEAAAAAAAAAAAAAAAAAApAgAAZHJzL3NoYXBleG1s LnhtbFBLAQItABQABgAIAAAAIQBN9e3fwgAAAN0AAAAPAAAAAAAAAAAAAAAAAJgCAABkcnMvZG93 bnJldi54bWxQSwUGAAAAAAQABAD1AAAAhwMAAAAA " strokeweight="1.75pt">
L t1UKDXHTtVBSKC5JzEtJzMnPS7VVqkwtVrK34+UCAAAA//8DAFBLAwQUAAYACAAAACEAEqOO/8YA AADdAAAADwAAAGRycy9kb3ducmV2LnhtbESPS4vCQBCE7wv+h6GFvYhOsqBodBQRfBwWwdfBW5Np k2CmJ2RGE//9jiDssaiqr6jZojWleFLtCssK4kEEgji1uuBMwfm07o9BOI+ssbRMCl7kYDHvfM0w 0bbhAz2PPhMBwi5BBbn3VSKlS3My6Aa2Ig7ezdYGfZB1JnWNTYCbUv5E0UgaLDgs5FjRKqf0fnwY Bby//L5kbDab5eqUbXt7e701O6W+u+1yCsJT6//Dn/ZOKxhO4gm834QnIOd/AAAA//8DAFBLAQIt ABQABgAIAAAAIQDw94q7/QAAAOIBAAATAAAAAAAAAAAAAAAAAAAAAABbQ29udGVudF9UeXBlc10u eG1sUEsBAi0AFAAGAAgAAAAhADHdX2HSAAAAjwEAAAsAAAAAAAAAAAAAAAAALgEAAF9yZWxzLy5y ZWxzUEsBAi0AFAAGAAgAAAAhADMvBZ5BAAAAOQAAABAAAAAAAAAAAAAAAAAAKQIAAGRycy9zaGFw ZXhtbC54bWxQSwECLQAUAAYACAAAACEAEqOO/8YAAADdAAAADwAAAAAAAAAAAAAAAACYAgAAZHJz L2Rvd25yZXYueG1sUEsFBgAAAAAEAAQA9QAAAIsDAAAAAA== " strokeweight="1.75pt"> L t1UKDXHTtVBSKC5JzEtJzMnPS7VVqkwtVrK34+UCAAAA//8DAFBLAwQUAAYACAAAACEATfXt38IA AADdAAAADwAAAGRycy9kb3ducmV2LnhtbERPTYvCMBC9L/gfwgh7WTRVULQaRQRdDyJY9eBtaMa2 2ExKE2399+YgeHy87/myNaV4Uu0KywoG/QgEcWp1wZmC82nTm4BwHlljaZkUvMjBctH5mWOsbcNH eiY+EyGEXYwKcu+rWEqX5mTQ9W1FHLibrQ36AOtM6hqbEG5KOYyisTRYcGjIsaJ1Tuk9eRgFfLjs X3JgttvV+pT9/x3s9dbslPrttqsZCE+t/4o/7p1WMJoOw/7wJjwBuXgDAAD//wMAUEsBAi0AFAAG AAgAAAAhAPD3irv9AAAA4gEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250ZW50X1R5cGVzXS54bWxQ SwECLQAUAAYACAAAACEAMd1fYdIAAACPAQAACwAAAAAAAAAAAAAAAAAuAQAAX3JlbHMvLnJlbHNQ SwECLQAUAAYACAAAACEAMy8FnkEAAAA5AAAAEAAAAAAAAAAAAAAAAAApAgAAZHJzL3NoYXBleG1s LnhtbFBLAQItABQABgAIAAAAIQBN9e3fwgAAAN0AAAAPAAAAAAAAAAAAAAAAAJgCAABkcnMvZG93 bnJldi54bWxQSwUGAAAAAAQABAD1AAAAhwMAAAAA " strokeweight="1.75pt">
   
|
Таблица 1.11
Размеры маховиков для трубопроводной арматуры
| Диаметр маховика, D | Ступица | Спица | Ширина обода, b1 | |||||
| H | S | d1 | d2 | h | b | Кол-во, шт. | ||
| 6; 7 | ||||||||
| 7; 9 | ||||||||
| 7; 9; 11 | ||||||||
| 9; 11; 14 | ||||||||
| 11; 14 |
(ГОСТ 5260-75), мм
Пример условного обозначения маховика типа I c размерами D = 100 мм и S = 9 мм: Маховик I − 100×9 ГОСТ 5260−75.
R ≈ D /3
R1 ≈ D /6
Неуказанные литейные радиусы 3…5 мм
ПРИЛОЖЕНИЕ 2
Таблица 2.1
МАТЕРИАЛЫ
Отливки из серого чугуна (ГОСТ-1412-85)
| Марки чугуна | Область применения |
| СЧ 00 | Неответственное литье: крышки, патрубки, станины, кронштейны и др. |
| СЧ 12-28 | Тонкостенные изделия: корпуса подшипников, блоки, барабаны, диски, ходовых колес, грузы, стойки, подставки, корпуса электроаппаратуры; части вентилей, задвижек, насосов и пр. |
| СЧ 15-32 | Изделия со стенками средней толщины: зубчатые и червячные колеса, втулки, ролики, детали для электрических машин и приборов, корпуса, муфты, крышки подшипников и пр. |
| СЧ 18-36 | Толстостенные изделия: кожухи, муфты, корпуса, крышки, втулки, тормозные шкивы, колодки и пр. |
| СЧ 21-40 | Изделия мягкой и средней твердости: станины, картеры, большие зубчатые и червячные колеса |
| СЧ 24-44 | Особо ответственные изделия: гильзы и выхлопные трубы для авиационных двигателей, поршневые кольца, кожухи корпуса, крышки, втулки и пр. |
| СЧ 28-48 | Изделия особо сложной конфигурации: муфты, зубчатые колеса, золотники, кулачки и пр. |
| СЧ 32-52 СЧ 35-56 | Изделия сложной конфигурации: цилиндры, барабаны, крышки, поршневые кольца, тормозные шкивы, зубчатые колеса и пр. |
| СЧ 36-56 СЧ 38-60 | Катки, звездочки для сварных цепей, корпуса насосов, корпуса гидроприводов и пр. |
| Примечания: 1. Первые две цифры в обозначении марок серого чугуна указывают предел прочности на растяжение (кГ/мм2), последние две цифры – предел прочности на изгиб (кГ/мм2). 2. Пример условного обозначения: СЧ 15-32 ГОСТ 1412-85. |
Таблица 2.2
Отливки из ковкого чугуна (ГОСТ 1215-79**)
| Марка чугуна | Область применения |
| КЧ 37-12 КЧ 35-10 КЧ 33-8 КЧ 30-6 КЧ 45-6 КЧ 50-4 КЧ 60-3 КЧ 69-3 КЧ 63-2 | Изделия, работающие в условиях динамических нагрузок; кулачки, ножи, хомуты, муфты, шкивы, колодки, тормозные рычаги, рукоятки, пластинчатые цепи, гайки-барашки, контргайки, фитинги и пр. |
| Примечания: 1. Первые две цифры в обозначении марок коврового чугуна указывают предел прочности на растяжение, кГ/мм2, последние две или одна цифры – относительное удлинение, %. 2. Пример условного обозначения: КЧ 37-12 ГОСТ 1215-79**. |
Таблица 2.3
Сталь углеродистая обыкновенного качества
(ГОСТ 380-88)
| Марка | Область применения |
| Ст. 0 | Кожухи, баки, шайбы, перила, ограждения, прокладки, настилы, будки и пр. |
| Ст. 1 | Трубы (водяные, паровые и газовые), анкеры в паровых котлах, прокладки, кожухи и пр. |
| Ст. 2 | Заклепки, барабаны паровых котлов, цепи сварные и пластинчатые, валики, оси, кулачки, зубчатые колеса, шайбы, шплинты, ключи плоские для кранов и пр. |
| Ст. 3 | Баки, котлы, болты откидные, гайки, шайбы, шплинты, установочные винты, крюки, серьги, ушки, петли, двутавровые балки, швеллеры, угольники, валики, оси, стяжки, рычаги, скобы, муфты, зубчатые колеса и пр. |
Продолжение табл. 2.3
| Марка | Область применения |
| Ст. 4 | Тяги, стрелы крановые, болты откидные, валы и оси передач, гайки-барашки и пр. |
| Ст. 5 | Валы и оси приводов и грузоподъемных механизмов, вагонные оси, муфты, дышла, пальцы кривошипов, оси (ходовых колес, блоков, барабанов), рельсы для кранов, траверсы крюков, болты ответственные и пр. |
| Ст. 6 Ст. 7 | Муфты, кулачковые и фрикционные, буксы, валы, установочные винты, шпонки, тормозные ленты, червяки, зубчатые колеса и пр. |
| Примечания: 1. Цифры в обозначении марок стали указывают на среднее содержание углерода в десятичных долях процента. 2. Пример условного обозначения: Ст. 3 ГОСТ 380-88. |
Таблица 2.4
Сталь углеродистая качественная конструкционная
(ГОСТ 1050-88)
| Марка | Область применения |
| Зубчатые колеса коробок скоростей, грузоподъемные кованые крюки, серьги, барабаны, грузоподъемных механизмов, болты, гайки, винты, заклепки, кулачки, подвижные шпонки, планки направляющих, втулки, пальцы, оси, упоры. | |
| Оси и рычаги коробок скоростей и тормозов, валики, ролики, зубчатые колеса, поршневые и шатунные пальцы, болты-шурупы, грузоподъемные крюки, гайки для крюков, упоры, кулачки и пр. | |
| Зубчатые колеса, поршни, шпонки, оси, валы, шатуны, муфты, фланцы, серьги, втулки, рычаги и пр. |
Продолжение табл. 2.4
| Марка | Область применения |
| Оси, тяги, валы, шатуны, штоки, рычаги, зубчатые колеса, рукоятки, ступицы, гаечные ключи, фланцы, диски, гайки, винты, болты, плунжеры, втулки, кольца, упоры, штифты и пр. | |
| Коленчатые и карданные валы, шлицевые валы, шатуны, зубчатые колеса и рейки, диски сцепления, поршни, шпонки, клинья и планки направляющих, рукоятки, ступицы, фиксаторы, втулки, вилки и пр. | |
| 15 Г | Кулачковые валики, тяги, шарнирные муфты и пр. |
| 50 Г | Пружины спиральные, валики, зубчатые колеса, диски шлицевые и пр. |
| 60 Г 65 Г | Пружины спиральные (из холоднотянутой проволоки), пружинные шайбы, тормозные и фрикционные диски, упорные кольца и пр. |
| Примечания: 1. Кроме указанных марок углеродистых качественных конструкционных сталей, имеются стали 8; 55; 60; 65; 70; 75; 80; 85; а также стали 20Г; 25Г; 30Г; 35Г; 40Г; 45Г; 55Г; 70Г и др. 2. В марке стали двухзначные цифры обозначают среднее содержание углерода в сотых долях процента, буква «Г» указывает наличие марганца. 3. Пример условного обозначения: Сталь 45 ГОСТ 1050-88; Сталь 65Г ГОСТ 1050-88. |
Таблица 2.5
Сталь легированная конструкционная (ГОСТ 4543-71)
| Марки | Область применения |
| 15Х | Поршневые пальцы, валики, зубчатые колеса и пр. |
| 20Х | Конические зубчатые колеса, коленчатые валы, кулачковые муфты, втулки, плунжеры, направляющие планки |
| 30Х 35Х 38ХА | Валики коробок скоростей, оси, зубчатые колеса дифференциалов, шатуны, катки, ответственные болты, шпильки, гайки |
| 40Х 45Х 50Х | Зубчатые колеса коробок скоростей, рессоры червячные и шлицевые валы, промежуточные оси, шпиндели, упорные кольца, штоки, дышла |
| 20ХН 40ХН 45ХН 50ХН | Шлицевые и коленчатые валы, цепные звенья, зубчатые колеса, кулачковые муфты, червяки |
| Примечания: 1. Кроме указанных марок легированной сталей, имеются и многие другие, приведенные в ГОСТ 4543-71. 2. В обозначении марки легированной стали двухзначное число слева указывает среднее содержание углерода в сотых долях процента; буква справа от цифр обозначает: Х – хром, Г – марганец, Н – никель, В – вольфрам, М – молибден, Ф – ванадий, Ю – алюминий, Р – бор, Т – титан, С – кремний. Цифры после перечисленных букв указывают примерное процентное содержание соответствующего легирующего элемента в целых единицах, а при отсутствии цифр следует понимать, что содержание легирующего элемента до 15%. Марки высококачественной стали имеют в конце обозначения букву А. 3. Пример условного обозначения: Сталь 45Х ГОСТ 4543-71. |
Таблица 2.6
Латуни (ГОСТ 1020-77**)
| Марки латуни | Область применения |
| Л96 | Радиаторные трубки |
| Л68 | Конденсаторные трубы |
| Л62 | Полосы, листы, ленты, трубы, проволока |
| ЛС59-1 | Прутки, полосы, листы, ленты, трубы |
| ЛАЖ59-3-2 | Трубы, прутки |
| ЛМц58-2 | Полосы, прутки, проволока, листы |
| Примечания: 1. Кроме указанных марок латуни, имеются марки: ЛА67-2,5; ЛА77-2; ЛАЖМц66-6-3-2; ЛАЖ60-1-1Л; ЛК80-3Л; ЛКС80-3-3; ЛМцС58-2-2; ЛмцОС58-2-2-2; ЛМцЖ55-3-1; ЛМцЖ52-4-1; ЛО59-1Л и др. 2. Буквы, стоящие в обозначении марок латуни, означают содержание: А – алюминия, Ж – железа, К – кремния, Н – никеля, Мц – марганца, О – олова, С – свинца; а цифры, стоящие после букв, – содержание соответствующего элемента в процентах. 3. Пример условного обозначения: Л62 ГОСТ 1020-77**. |
Таблица 2.7
Бронзы безоловянистые (ГОСТ 493-79)
и антифрикционные (ГОСТ 613-79)
| Марки бронзы | Область применения | |
| ГОСТ 493-79 | БрА9Мц2Л БрА10Мц2Л БрА9Ж3Л БрА10Ж3Мц2 БрА10Ж4Н4Л | Ленты, полосы, прутки, фасонное литье, втулки и вкладыши подшипников, упорные кольца, трубы, литье, зубчатые колеса, червяки, проволока, полосы, крупные фасонные отливки |
Продолжение табл. 2.7
| ГОСТ 613-79 | БрО3Ц12С5 БрО3Ц7С5Н1 БрО4Ц7С5 БрО4Ц4С17 БрО5Ц5С5 БрО5С25 | Мелкие подшипники, сальники, втулки, гайки ходовых винтов, венцы червячных колес, гнезда клапанов, корпуса насосов, гайки с крупным шагом, мелкие детали, шайбы и пр. |
| Примечания: 1. Кроме указанных марок бронзы, имеются: БрА11Ж6Н6; БрА9Ж4Н4Мц1; БрС30; БрА7Мц15 Ж3Н2Ц2; БрСу3Н3Ц3С20Ф и БрО6Ц6С3; БрО8Ц4; БрО10Ф1; БрО10С10. 2. Пример условного обозначения: БрА9Ж3Л ГОСТ 493-79; БрО4Ц7С5 ГОСТ 613-79. |
Таблица 2.8
Алюминиевые сплавы
(ГОСТ 2685-75, ГОСТ 21631-76, ГОСТ 4784-74)
| Марки | Область применения | |
| ГОСТ 2685-75 | АЛ1; АЛ2; АЛ3; АЛ7; АЛ8 | Отливки деталей разных форм. |
| ГОСТ 21631-76 | АК4; АК6; АД1; 12 | Кованные и штампованные детали разных форм. |
| ГОСТ 4784-74 | А7; АД1;Д12; Д16Б | Штампованные детали. |
| Примечания: 1. Кроме указанных марок алюминиевых сплавов, имеются и многие другие, приведенные в вышеуказанные ГОСТ. 2. Буква «Л» в обозначении марок алюминиевых сплавов указывает, что алюминиевый сплав предназначен для литья, буква «К», что алюминиевый сплав предназначен для ковки и штамповки, буква «Д» указывает, что алюминий и его сплавы деформируемые. Цифра указывает на условный номер сплава. 3. Пример условного обозначения: АЛ3 ГОСТ 2685-75, АК6 ГОСТ 21631-76, Д16Б ГОСТ 4784-74. |
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Асбестовые шнуры (ГОСТ 1779-83*)
Марки: ШАОН, ШАИ-1, ШАИ-2, ШАМ, ШАГ, ШАТ, ШАПТ, ШАВТ.
Диаметры: 0,75; 1; 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; 15; 18; 20; 22; 25; 28; 30; 32; 35.
Изготавливают детали: уплотнение сальников вентилей, оплетки изделий и др.
Обозначение марки общего назначения диаметром 3 мм:
Шнур асбестовый ШАОН 3 ГОСТ 1779-83*.
Войлок технический полугрубошерстный (ГОСТ 6308-71*)
Марки: А и Б.
Изготавливают детали: прокладки, фильтры, сальниковые уплотнители.
Обозначение войлока полугрубошерстного толщиной 10 мм:
для сальников – Войлок ПС 10 ГОСТ 6308-71
для прокладок марки А – Войлок ППрА10 ГОСТ 6308-71
для фильтров – Войлок ПФ 10 ГОСТ 6308-71
Картон асбестовый (ГОСТ 2850-95)
Листы размеров: 900 ´ 900; 900 ´ 1000; 1000 ´ 1000.
Толщина: 2; 2,5; 3; 3,5; 4; 5; 6; 8; 10 мм.
Изготавливают детали: уплотнительные кольца, прокладки и пр.
Обозначение картона толщиной 3 мм, немерной ширины и длины:
Картон асбестовый 3 ГОСТ 2850-95
Картон прокладочный (ГОСТ 9347-74*)
Марки: А – прокладочный, Б – непропитанный.
Толщина марки А: 0,3; 0,5; 0,8; 1; 1,5.
Толщина марки Б: 0,3; 0,5; 0,8; 1; 1,25; 1,75; 2; 2,25; 2,5.
Изготавливают детали: прокладки и пр.
Обозначение прокладочного картона толщиной 1 мм, немерной длины и ширины:
Картон А-1 ГОСТ 9347-74*
Картон обивочный водостойкий (ГОСТ 6659-83*)
Марки: ВБ-1; ВБ-2; ВО; ВП.
Толщина листов: 1,5; 1,75; 2,0; 2,5; 3 мм.
Изготавливают детали: прокладки и пр.
Обозначение водостойкого окрашенного картона, толщиной 3 мм, немерной ширины и длины:
Картон 3-ВО ГОСТ 6659-83*
Капрон (капролактам, ГОСТ 7850-86*)
Марки: А, Б.
Изготавливают детали: зубчатые колеса, подшипники скольжения, втулки, корпуса, маслоуказатели, краны и пр.
Обозначение марки А.
Капролактам А ГОСТ 7850-86*
Кожа техническая (ГОСТ 1898-48)
Толщина: 0,5¸5 мм.
Изготавливают детали: манжеты, прокладки, кольца, клапаны, сальниковые набивки, пластины, мембраны газоуплотнительные, приводные ремни и пр.
Обозначение технической кожи толщиной 3 мм:
Кожа 3 ГОСТ 1898-48
Резина (ГОСТ 7338-90)
Марки: А, Б.
Типы: КЩ – кислотощелочная, Т – теплостойкая, М – морозостойкая, МБ – маслобензостойкая, П – пищевая. Мягкая – М, средней твердости – С, повышенной твердости – П.
Пластины длиной: 250–100, шириной 250–800.
Рулоны длиной: 500–10000, шириной 200–1750.
Толщина: 2, 3, 4, 5, 6, 8, 10, 12, 14, 16, 18, 20, 25, 30, 35, 40.
Изготавливают детали: прокладки, уплотнители и пр.
Обозначение листовой технической резины толщиной 3 мм, маслобензостойкой марки А, мягкой, в виде пластин или рулонов:
Резина-пластина ЭМБ-А-м ГОСТ 7338-90
Резина рулонная ЭМБ-А-м ГОСТ 7338-90
Date: 2015-04-23; view: 2312; Нарушение авторских прав