Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Припуски на обработку и способы их определения. Влияние припусков на производительность, точность и экономичность обработки
|
|
Припуском (ПР) наз-ся слой металла который необходимо удалить с поверхности заготовки чтобы получить деталь заданных размеров и качества поверхности. Припуски могут быть: 1–общие, 2–межоперационные, 3–симметричные, 4–несимметричные..
Общий припуск - это ПР который необходимо снять с заготовки для получения изделия требуемой точности и качества.
Межоперационный ПР - это слой металла который удаляется с заготовки на определенной операции или переходе. Межоперационные ПР могут быть: -минимальными; -номинальными; -максимальными.
Минимальный ПР – миним. cлой металла срезаемый за одну операцию.
Номинальный ПР -это разность размеров номинальных предшествующей и номинальной после данной операции.
На величину ПР оказывают влияние следующие факторы: -Материал заготовки; -вид заготовки; -размер заготовки; -величина дефектного слоя на обрабатываемой поверхности; -сложность процесса мех. обработки; -величина погрешности установки. Геометрические погрешности формы поверхностей (овальность, конусность, вогнутость) могут быть допущены только в пределах поля допуска на размер, составляя некоторую его часть, и поэтому при расчете припусков не учитываются. Пространственные отклонения (кривизна осей, коробление и т.д.) эти погрешности имеют самостоятельное значение и учитываются при расчете припусков. При выполнении определенной операции возникают погрешности базирования, которые вызывают смещение заготовки и приводит к увеличению припуска на обработку. На поверхности исходной заготовки имеется исходная шероховатость Rz или шероховатость, полученная на предшествующей операции, имеется дефектный слой h, который в процессе обработки должен быть удален, так же присутствует остаточное пространственное отклонение r, погрешность установки ε.
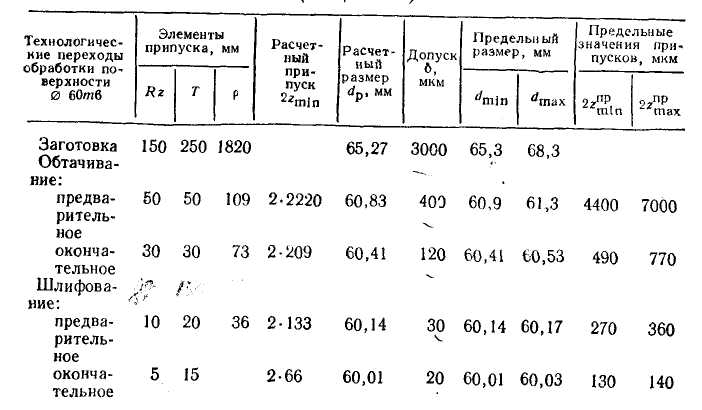
Расчет может производиться по 2-м вариантам:
1. Опытно-статистическим методом (по таблицам)
2. Расчетно-аналитичесим методом
Погрешность установки на выполняем переходе: 
Суммарное значение пространственных отклонений поверхностей определяется по формуле 
Для несимметричных деталей Zmin=Rzi-1+hi-1+ri-1+εi
Для симметричных деталей 2Zmin=2(Rzi-1+hi-1+ r2i-1+ε2i-1.)
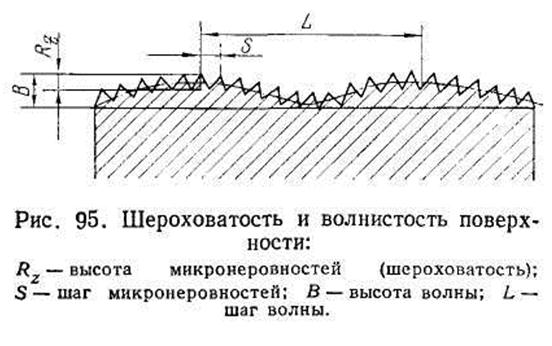
14 Шероховатость, волнистость и макроотклонения поверхностного слоя. Методы и средства контроля качества поверхности. Влияние шероховатости на эксплуатационные характеристики деталей машин.
Качество обработанных поверхностей характеризуется шероховатостью и волнистостью, а также физико-механическими свойствами поверхностного слоя.
Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующая рельеф поверхностей детали и рассматриваемая на определенной (базовой) длине.
Причины: неравномерность подачи, неплоскостность направляющих, вынужденные колебания системы СПИЗ.
Под волнистостью поверхности (рис) понимают совокупность периодически повторяющихся неровностей, у которых расстояние между смежными возвышенностями и впадинами превышает базовую длину.
 Причины: возникновение нароста, жесткость технологической системы, геометрия инструмента.
Причины: возникновение нароста, жесткость технологической системы, геометрия инструмента.
К макрогеометрии можно отнести неровности на больших участках поверхности, при которых форма поверхности отличается от заданной.
Причины: геометрические неточности станков, погрешности установки заготовок, силовые и температурные деформации, износ инструмента.
Базовые длины: микрогеометрия L/H<40
волнистость 40<L/H<1000
макрогеометрия L/H>1000
Date: 2015-05-05; view: 1344; Нарушение авторских прав