Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Способы усреднения и современное усреднительное оборудование
|
|
При современных масштабах доменного производства металлургические предприятия большей частью снабжаются сырьём из нескольких месторождений, в результате чего колебания химического и физического составов материалов весьма значительны.
Металлургическое сырье частично перемешивается в процессе добычи и отгрузки на руднике, а также в ре зультате неоднократных перегрузок на металлургическом заводе, однако бессистемное перемешивание оказывается недостаточным для обеспечения постоянства состава сырья. С целью приближения состава отдельных порций к среднему составу больших масс сырья в процессе подготовки его к плавке применяется операция, называемая усреднением.
Высокая экономическая эффективность процесса усреднения явилась причиной усиленного строительства усреднителъных установок, развития и совершенствования усреднительного оборудования в последние годы.
Усреднение сырья предусматривает накопление некоторого определённым образом уложенного объема сырья и последовательный, также проводимый определенным образом забор его, В процессе забора сырье перемешивается, благодаря чему повышается его однородность.
В настоящее время применяют три основных метода усреднения: в штабелях с помочью грейферных перегружателей и экскаваторов; в бункерах в штабелях с использованием заборных машин.
Большинство складов сырья агломерационных фабрик оборудованы грейферными перегружателями, которые при усреднении работают не по прямому своему назначению, из-за чего не могут обеспечить высоко го качества усреднения.
Наибольшая однородность сырья и наивысшая экономическая эффективность достигается при третьем методе, который поэтому наиболее перспективен. При бункерном усреднении (рис.1, а) бункера располагают в линию, в виде эстакады. Материал в бункера загружают ленточным конвейером со сбрасывающей тележкой, перемещающейся вдоль эстакады в челночном режиме. Выпускное отверстие имеет вид горловины. Материал из бункеров выдается с помощью питателей в вагоны или на сборный конвейер, проходящий под бункерами. Материал в бункерах находится в виде горизонтальных слоев и при опорожнении бункера в вагон или на конвейер поступает содержимое многих слоев, которые перемешиваются.
Может применяться также (рис. 1, б) один длинный бункер со щелевидным отверстием, покрытым планками, под которыми работает передвижной питатель, выдающий материал на продольный конвейер. Слон материала в таком бункере размещены под углом естественного откоса; выдача материала осуществляется «вразрез» загружаемым слоям.
При бункерном усреднении проявляется сегрегация материала, перемешивание его недостаточно полное, а сооружение усред-нительных бункеров требует больших капитальных затрат. Усреднение в штабелях — наиболее широко применяемый в настоящее время способ усреднения.
Чаще всего формируют штабеля с прямоугольными или скругленными по концам прямоугольника основаниями, треугольного пли трапецеидального сечения (рис. 2, а, б). Применяют также круговые (форма — конус или усеченный конус) и кольцевые (рнс.2 в) штабеля (форма — замкнутое кольцо или часть кольца 300° по дуге окружности, треугольного и трапецеидального сечения). Прямоугольные штабеля в зависимости от способа укладки достигают следующих размеров, м: ширина от 20—25 до 60—90, длина до 250—400, высота от 12—15 до 15—20, объем от 15—20 до 300 тыс. т. Рекомендуется длину штабеля выбирать больше ширины в 6 и более раз.

Рис. 1. Схема усреднения в бункерах: а — линейное расположение бункеров с выпускной горловиной; б — длинный бункер с выпускной щелью.
1 -разгрузочный лоток: 2-реверсивный конвейер со сбрасывающей тележкой; 3-сбрасывающая тележка; 4-бункера: 5-ж/д вагон; 6-слои материала: 7- продольный конвейер.
Эффективность усреднения в большой степени зависит от способа укладки материала в штабель и забора его из штабеля. Штабеля формируют путем укладки материала в продольном или в поперечном по отношению к прямоугольному основанию направлении (применяют также так называемую специальную укладку). Продольную укладку производят шевронным способом или продольными грядками (полосами, рядами). При шевронной укладке (рис. 2, г) точка ссыпания материала с укладчика перемещается в плоскости симметрии штабеля вдоль его продольной оси, не смещаясь в сторону. В зависимости от вида укладчика точка ссыпания материала может оставаться постоянной по высоте, либо по мере заполнения штабеля постепенно подниматься. В первом случае она должна быть расположена выше общей высоты полностью сформированного штабеля. Однако падение материала с большой высоты приводит к его нежелательному уплотнению, повышенной сегрегации и значительному пылеобразованию. Поэтому второе конструктивное решение, когда укладка материала в штабеля производится с регулированием высоты точки ссыпания, является более предпочтительным.
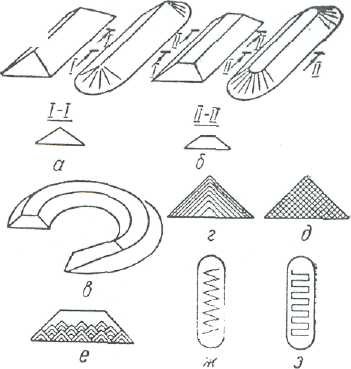
Рис. 2 Виды штабелей шихтовых материалов и способы их укладки.
По мере роста объема штабеля толщина слоев, растекающихся по боковым граням призмы, уменьшается. Основным недостатком шевронной укладки является значительная сегрегация материала, которая особенно проявляется при неклассифицированном (неотсортированном по крупности) материале. Например, при укладке материала крупностью 0—10 мм сегрегацией можно пренебречь, а при крупности 0—50 мм — уже нельзя. Шевронным способом укладывают лишь штабеля треугольного сечения. При укладке полосами (рис. 2, д, е) точка ссыпания материала с укладчика перемещается как в продольном (при укладке каждой полосы), так и в поперечном (при укладке последующих полос) по отношению к оси штабеля направлениях. Первый слой материала укладывают на основание (подошву) склада в виде нескольких призм (полос), а последующие слон — во впадины пре дыдущего слоя (рис. 2, д). Применяют также комбинированный способ укладки — в пределах всего штабеля материал укладывают полосами, а в пределах каждой полосы — шевронным способом (рис. 2, е). Полосами укладывают штабеля как треугольного, так и трапецеидального сечения. Недостатком многорядного способа укладки является то, что необходимо проделывать большое число перемещений точки ссыпания материала, а это усложняет конструкцию штабелеукладчика и автоматизацию его работы. Однако, степень усреднения материалов при таком способе укладки значительно выше, чем при шевронном.
При поперечной укладке штабеля (обычно таким способом формируют штабеля трапецеидального сечения) поперечное перемещение точки ссыпания материала сопровождается его продольным перемещением — либо медленным непрерывным (рис. 2, ж), либо шаговым в конце поперечного хода укладчика (рис.2, з).
Забор материала из штабеля осуществляют при продольной укладке с торцевой наклонной грани, а при поперечной укладке — с боковой наклонной грани (рис. 2, б).
Date: 2015-10-21; view: 2713; Нарушение авторских прав