Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Пример определения способа получения заготовки детали
|
|
Задача. Определить возможные виды и способы получения заготовок для детали «вал-шестерня»

Рис. 3.12. Вал – шестерня
Технически требования к рис. 3.12.
1.Цементировать h 1,0...1,4 мм, кроме резьбы; HRCэ 60...64, сердцевина – HRCэ 32...46
2. Острые кромки зубьев затупить фасками 1х45° с обоих торцев
3. Неуказанные предельные отклонения размеров по ГОСТ 30893.1 – m
Материал – сталь 25ХГНМТ. Масса детали 6,3 кг. Объем выпуска – 10 000 шт.
Решение.
1. Определяем основные показатели детали:
материал - сталь 25 ХГНМТ, код 6 (легированная сталь);
серийность производства, код 4 (объем выпуска 10 000 шт./год);
конструктивная форма, код 2 (вал круглого сечения, не сложный);
масса заготовки – код 4 (предположительно для штамповки).
2. Выбираем возможные виды и способы получения заготовок для данной детали, учитывая определенные выше коды четырех основных показателей детали по табл. 3.50: 7, 8, 9, 10.
Используя табл. 3.51, расшифровываем вычисленные коды видов заготовок:
7 - штамповка на молотах и прессах;
8 - штамповка на горизонтально-ковочных машинах;
9 - свободная ковка;
10 - прокат.
Учитывая возможности производства, исключив код 8, сравним стоимость остальных видов: штамповку на молотах и прессах, свободную ковку и изготовление детали из проката.
Технико-экономическое обоснование выбора заготовок
Окончательное решение о выборе конкретного способа из полученного перечня (результаты первого этапа) принимается после определения и сравнения себестоимости получения заготовки для каждого из рекомендуемых видов.
Себестоимость производства заготовок, без учета затрат на предварительную механическую обработку, способов литья и обработки давлением определяется по зависимости
Сзаг =  (3.13)
(3.13)
где С – базовая стоимость 1 т заготовок, руб./т (табл. 3.48…3.51); Здесь необходимо учитывать степень сложности поковок, штамповок (рис. 3.13 и 3.14) и классификацию литых заготовок по группам сложности (табл. 3.58).
Gзаг - масса заготовки, кг;
КТ - коэффициент, учитывающий точность изготовления заготовок
(табл. 3.53);
КС - коэффициент, учитывающий серийность выпуска заготовок
(табл. 3. 55… 3.57);
GД - масса детали, кг (см. чертеж детали);
Sотх - стоимость 1 т отходов (стружки), руб. (табл. 5.52);
Кф - коэффициент, учитывающий инфляцию. Принимаем Кф = 1,06, учитывая ежегодное повышение цен на металл на 6%).
Масса заготовки для каждого вида заготовки определяется из отношения
Gзаг =  , (3.14)
, (3.14)
где КВ.Т. - коэффициент весовой точности (см. табл. 3.53).
Сравним выбранные варианты по себестоимости.
Решение. Себестоимость производства заготовки - штамповки на молотах определяется по зависимости (3.13).
Так как КВ.Т. = 0,8 (см. табл. 3.53), GД = 6,3 кг, то Gзаг=  = 7,9 кг;
= 7,9 кг;
Так как КТ для штамповок, поковок, проката не учитывается, КС= 1 (см. табл. 3.55), Sотх = 12,4 тыс.руб./т, Кф = 1 (расчет ведется на текущий год), то
Сзаг =  = 329 руб.
= 329 руб.
Итак, стоимость заготовки-штамповки для вала-шестерни – 329 руб.
Аналогично определяются себестоимость заготовок, выполненных из проката и поковки. Сравнение себестоимости позволяет выбрать способ изготовления заготовки по минимальным затратам.
Таблица 3.48
Оптовая цена 1 т отливок из чугуна, тыс. руб.
| Масса одной отливки, кг. | Группа сложности | ||||
| 4,5 | 32,2 | 40,1 | 49,6 | 59,0 | 70,4 |
| 5,65 | 31,6 | 39,4 | 48,6 | 57,9 | 69,1 |
| 7,15 | 31,0 | 38,6 | 47,7 | 56,9 | 67.7 |
| 30,4 | 37,9 | 46,8 | 55,7 | 66,5 |
Таблица 3.49
Оптовая цена 1 т отливок из стали, тыс. руб.
| Масса одной отливки, кг. | Группа сложности | ||||
| 14,25 | 35,2 | 43,9 | 54,2 | 64,5 | 77,0 |
| 34,6 | 43,1 | 53,3 | 63,4 | 75,6 | |
| 22,5 | 34,1 | 42,4 | 52,4 | 62,3 | 74,4 |
| 28,25 | 33,5 | 41,7 | 51,5 | 61,3 | 73,2 |
Таблица 3.50
Оптовая цена 1 т поковок, тыс. руб.
| Масса одной поковки, кг. | Группа сложности | |||
| 2,825 | 39,8 | 45,2 | 50,6 | 56,7 |
| 3,575 | 38,2 | 43,2 | 48,5 | 54,4 |
| 4,5 | 36,8 | 41,8 | 46,8 | 52,4 |
| 5,65 | 35,4 | 40,3 | 45,0 | 50,4 |
| 7,15 | 34,2 | 38,9 | 43,5 | 48,6 |
| 33,2 | 37,6 | 42,2 | 47,2 | |
| 11,25 | 32,1 | 36,5 | 40,9 | 45,8 |
Таблица 3.51
Оптовая цена 1 т штамповок, тыс. руб.
| Масса одной штамповки, кг. | Группа сложности | |||
| 1,8 | 50,8 | 57,7 | 64,7 | 72,4 |
| 2,25 | 48,2 | 54,8 | 61,3 | 68,6 |
| 2,825 | 45,7 | 51,9 | 58,2 | 65,1 |
| 3,575 | 43,9 | 49,9 | 55,8 | 62,5 |
| 4,5 | 42,2 | 48,0 | 53,8 | 60,2 |
| 5,65 | 40,7 | 46,3 | 51,7 | 57,9 |
| 7,15 | 39,3 | 44,6 | 50,0 | 55,9 |
| 38,1 | 43,2 | 48,4 | 54,2 | |
| 11,25 | 36,9 | 41,9 | 46,9 | 52,6 |
Таблица 3.52
Цены на одну тонну стружки чёрных и цветных металлов, тыс. руб.
| Тип отходов | Цена за тонну (руб.) |
| Чугунная стружка | 12,4 |
| Лом и отходы легированной стали | 20,8 |
| Лом и отходы шарикоподшипниковой стали | |
| Лом и отходы алюминиевых сплавов (стружка) | |
| Латунная стружка | |
| Лом и отходы бронзы |
Таблица 3.53
Виды заготовок и способы их изготовления
| Способ производства заготовок | Коэффициент КВ.Т. |
| Литье в песчано-глинистые формы | 0,7 |
| Центробежное литье | 0,85 |
| Литье под давлением | 0,91 |
| Литье в кокиль | 0,8 |
| Литье в оболочковые формы | 0,9 |
| Литье по выплавляемым моделям | 0,91 |
| Штамповка на молотах и прессах | 0.8 |
| Штамповка на горизонтально-ковочных машинах | 0,85 |
| Свободная ковка | 0,6 |
| Прокат | 0,4 |
| Сварные заготовки | 0,95 |
Таблица 3.54
Коэффициент КТ, учитывающий класс точности размеров
в зависимости от способов литья
| Способ литья | КТ |
| В песчано-глинистые формы (ПГФ), в оболочковые формы | 1,165 |
| В кокиль, центробежное литье | 1,27 |
| По выплавляемым моделям | 1,67 |
Таблица 3.55
Коэффициент Кс, учитывающий серийность
выпуска заготовок-поковок массой 2,5 …10 кг
| Число поковок в годовом заказе, шт. | Кс |
| 125 и менее | 1,5 |
| 126 – 250 | 1,25 |
| 251 – 500 | 1,1 |
| Свыше 501 |
Таблица 3.56
Коэффициент КС, учитывающий серийность выпуска штамповок
| Группа серийности | Число горячих штамповок в годовом заказе при массе одной штамповки, кг. | Кс | |||
| 1,6 … 2,5 | 2,5 … 4,0 | 4,0 … 10 | 10 …25 | ||
| 700 и менее | 650 и менее | 500 и менее | 400 и менее | 1,5 | |
| 701 … 1 400 | 651 … 1 250 | 501 … 1 000 | 401 … 750 | 1,3 | |
| 1 401 … 4 500 | 1 251 … 4 000 | 1 001… 3500 | 751 … 3 000 | 1,15 | |
| 4 501 …120 000 | 4 001 …100 000 | 3 501 … 75 000 | 3 001 … 50 000 | 1,0 | |
| Свыше 120 000 | Свыше 100 000 | Свыше 75 000 | Свыше 50 000 | 0,9 |
Таблица 3.57
Коэффициент Кс, учитывающий серийность выпуска отливок
| Размер партии, шт. | Кс | Размер партии, шт. | Кс |
| Менее 200 | 1,23 | 12 001 – 20 000 | 1,031,0 |
| 201 – 1 000 | 1,15 | 20 001 – 75 000 | 0,97 |
| 1 001 – 4 000 | 1,1 | 75 001 – 200 000 | 0,97 |
| 4 001 – 12 000 | 1,06 |

Рис. 3.13. Классификация по группе сложности поковок,
штампуемых на горизонтально-ковочных машинах
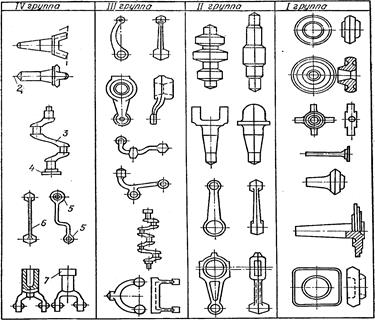
Рис. 3.14. Классификация по группе сложности поковок,
штампуемых на молотах и горячештамповочных прессах
Таблица 3.57
Date: 2015-09-24; view: 6292; Нарушение авторских прав