Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технология прессовой сварки дугой, управляемой магнитным полем. Циклограмма процесса, особенности оборудования
|
|
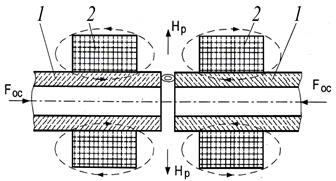 Рис. 8.1. Схема прессовой св-ки с нагревом дугой, управляемой магнитным полем. Вращающ-ся дуга равномерно разогревает кромки труб. После разогрева кромок до необх-й т-ры и образ-я слоя расплавл-го металла осущ-ся осадка усилием F ос.
Рис. 8.1. Схема прессовой св-ки с нагревом дугой, управляемой магнитным полем. Вращающ-ся дуга равномерно разогревает кромки труб. После разогрева кромок до необх-й т-ры и образ-я слоя расплавл-го металла осущ-ся осадка усилием F ос.
Св-е соед-е образ-ся за счет многократного нагрева дугой кромок изделия. В связи с большой скор-ю вращения дуги за один ее оборот оплавляется очень маленький участок изделия. С увел-м времени сварки размеры оплавл-го участка растут и по всему периметру соед-я образ-ся слой жидкого металла. Остывание металла зоны соед-я происходит одноврем-но по всему перим-ру при действующем усилии осадки.
Основы технологии сварки. В процессе нагрева необх-мо добиться образ-я слоя расплавл-го металла такой толщины, чтобы он не закристаллизовался до момента закрытия стыка, а также не произошло его чрезмерное окисление. Для получ-я кач-го соед-я необх-мо не только равномерное оплавление, но и прогрев кромок деталей на опр-ю глубину.На кач-во соед-й влияют след-е факторы: подготовка кромок, зазор между деталями, сила сварочного тока, длительность горения дуги, момент приложения усилия осадки, усилие осадки, скорость осадки.
Процесс св-ки дел-ся на три стадии: подогрев кромок дугой при малом токе; подогрев кромок дугой при импульсном увеличении тока; осадка.
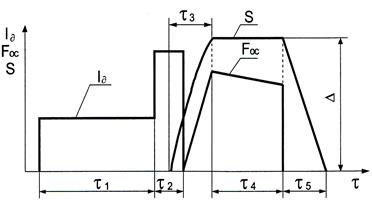 I д - ток дуги; Fос – усилие осадки; S – перемещ-е подвижной плиты; τ 1 – время оплавления кромок дугой на малом токе; τ 2 - время оплавления кромок при увеличенном токе; τ 3 - время осадки; τ 4 – время выдержки; τ 5 – время возврата плиты в исходное состояние; D - величина перемещения подвижной
I д - ток дуги; Fос – усилие осадки; S – перемещ-е подвижной плиты; τ 1 – время оплавления кромок дугой на малом токе; τ 2 - время оплавления кромок при увеличенном токе; τ 3 - время осадки; τ 4 – время выдержки; τ 5 – время возврата плиты в исходное состояние; D - величина перемещения подвижной
Малая длит-ть горения дуги прим-ся при св-ке тонкостенных труб. Для сталей, чувствит-х к закалке, длит-ть горения дуги увел-т во избежание получения закалочных структур. Большое знач-е для получ-я кач-го соед-я им-т момент начала осадки, когда дуга должна иметь макс-ю скор-ть устойчивого вращения. Если интенсификация конечной стадии процесса нагрева не обеспечивает защиты стыка от окисления, то целесообразно прим-е газ-й защиты. Для этой цели использ-т СО2, аргон, гелий или смеси газов. Защитный газ при этом способе св-ки вып-т несколько функций: защищает расплавл-й металл от окисления, уменьшает порообраз-е, снижает необх-ю величину осадки.
Типы соед-й при прессовой св-ке: соед-я «труба + труба», соед-я «труба + пл-ть». В установках для прессовой сварки можно использовать кольцевые постоянные магниты или магнитные катушки. Располож-е магнитных катушек или постоянных магнитов относ-но друг друга зависит от ф-мы св-х заготовок. При сварке чаще всего использ-т два магнита. При сварке соединений типа «труба + труба» и «труба + плоскость» требуется применение трех магнитов.
Date: 2015-09-02; view: 712; Нарушение авторских прав