Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Разновидности процессов холодной сварки. Основные параметры режима
|
|
Холодная сварка – способ сварки давлением при значит-й пластич-й деформации без нагрева св-х частей внешними источ-ми тепла. Она осущ-ся при комнатной т-ре путем совместного пластич-го деформир-я поверхностных слоев металлов, в процессе кот-го существенно повыш-ся т-ра в зоне контакта и энергия атомов. Для осущ-я холодной сварки необходимо создание условий, при кот-х разруш-е в процессе св-ки поверхностные пленки наиболее полно удаляются из зоны контакта.
В процессе осадки деформир-й металл относ-но свободно вытесняется из зоны соед-я. При этом созд-ся наиболее благо-ные условия для обр-я св-го соед-я.
Основными параметрами режима стыковой холодной сварки являются:
а) вел-на деф-ции свободных концов деталей, опр-я вылетом; б) усилие осадки F ос или давление осадки р = F ос/ S св, где S св – сечение свариваемых деталей.
Общепринято характеризовать точечную и шовную холодную сварку степенью деформации, т.е. выраженным в процентах отношением глубины вдавливания пуансонов (роликов) к толщине соединяемых деталей. Минимальные степени деформации (%), необходимые для сварки различных металлов.
Св-ая точка в этом случае сост-т из двух зон:
|
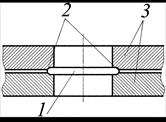
| Рис. 9.5. Схема сварной точки: 1 – внутренняя зона; 2 – периферийная зона; 3 – свариваемые детали |
внутренней, расположенной между торцами рабочих выступов пуансонов, и периферийной – вокруг внутренней. Прочность точек в значительной мере опр-ся ф-мой и размерами раб-х выступов пуансонов. Наиболее часто прим-т прямоугольные рабочие выступы, несколько реже – цилиндрич-е. В случае прим-я пуансонов с раб-ми выступами цилиндрич-й ф-мы внутр-я зона им-т ф-му круга, а периферийная – кольца, охват-го этот круг.
Наиболее важные технологические параметры точечной сварки следующие: 1) степень деформации; 2) ф-ма и размеры сечения рабочих выступов пуансонов;
3) давление осадки.
Давление осадки зависит от механических свойств св-х металлов, толщины деталей, диаметра раб-го выступа пуансона и степени деф-и. Прочность св-й точки, лимитируемая в значит-й мере прочностью целого металла по ее периметру, может иногда оказаться недостаточной. В этом случае целесообразно применить предварительное зажатие свариваемых деталей, которое может явиться резервом повышения прочности соединения.
Основным достоинством холодной сварки является отсутствие внешнего нагрева деталей и значительного объемного взаимодействия в зоне образования соединения, что позволяет сваривать разнородные материалы, образующие при других способах сварки интерметаллиды. Однако эти же факторы снижают надежность соединений однородных металлов. Поэтому иногда при холодной сварке с целью повышения прочностных характеристик соединений применяют подогрев для развития диффузионных процессов.
Холодная сварка применяется в электротех-й промышл-ти и в электромонтажном пр-ве, при произв-ве теплообменников, а также бытовых приборов и емкостей. Прим-е ее позволяет снизить расход цветных металлов. Экономия трудовых ресурсов достиг-ся, прежде всего, за счет замены ручного труда механиз-м.
Date: 2015-09-02; view: 649; Нарушение авторских прав